
Im Detail: Selbstreparatur einer 2n125 Bohrmaschine von einem echten Meister für die Seite my.housecope.com.
Hersteller von Vertikalbohrmaschinen Modell 2Н125, 2Н135, 2Н150, 2Г175 - Werkzeugmaschinenfabrik Sterlitamak, NPO Werkzeugmaschinenbau GmbH, gegründet 1941.
Die Geschichte der Werkzeugmaschinenfabrik Sterlitamak beginnt am 3. Juli 1941, als die Evakuierung der Werkzeugmaschinenfabrik Odessa in die Stadt Sterlitamak begann.
Bereits am 11. Oktober 1941 begann das Werkzeugmaschinenwerk Sterlitamak mit der Produktion von modularen Spezialwerkzeugmaschinen für die Rüstungsindustrie.
Derzeit produziert das Werk Metallbearbeitungsmaschinen, darunter CNC-Dreh- und Fräsmaschinen, multifunktionale Bearbeitungszentren, Metallbearbeitungs- und Zerspanungswerkzeuge.
Die Universal-Vertikalbohrmaschine 2H125 mit einem Nennbohrdurchmesser von 25 mm wird in Unternehmen mit Einzel- und Kleinserienfertigung von Produkten eingesetzt und ist für die folgenden Operationen bestimmt: Bohren, Reiben, Senken, Senken, Reiben und Besäumen der endet mit Messern.
Die Grenzen der Drehzahlen und Spindelvorschübe ermöglichen die Bearbeitung verschiedener Locharten unter rationellen Schnittbedingungen.
Chronologie die werkseigene Produktion von Vertikalbohrmaschinen der Baureihe 2125 mit einem Bohrdurchmesser bis 25 mm:
- 2125 - das erste Modell einer Reihe von Vertikalbohrmaschinen, hergestellt von 1945 bis 1950.
- 2A125, 2A125A, 2A125K - folgende Modelle der Serie, produziert von 1950 bis 1965
- 2N125, 2N125A, 2N125K, 2N125F2 - das beliebteste und serienmässigste Modell der Serie, produziert von 1965 bis Anfang der 90er Jahre
- 2S125, 2S125-01, 2S125-04 - die neuesten Modelle der Serie. Im Jahr 2014 eingestellt
| Video (zum Abspielen anklicken). |
Das Vorhandensein eines mechanischen Spindelvorschubs an Maschinen mit manueller Steuerung der Arbeitszyklen.
Ermöglicht die Bearbeitung von Teilen in unterschiedlichsten Größen aus unterschiedlichen Materialien mit Werkzeugen aus kohlenstoffreichen und Schnellarbeitsstählen sowie Hartlegierungen.
Die Maschinen sind mit einer Vorrichtung zum Reversieren des Elektromotors der Hauptbewegung ausgestattet, die das Gewinden mit Maschinengewindebohrern mit manuellem Spindelvorschub ermöglicht.
Einstufungskategorie 4 gemäß GOST 15150-69.
Entwickler - Odessa Special Design Bureau of Special Machine Tools.
Mit einfachen Vertikalbohrmaschinen werden Löcher unterschiedlicher Durchmesser bearbeitet: 2H125... Die letzten beiden Ziffern jeder Modellnummer geben den größten Lochdurchmesser in mm an, der mit dieser Maschine in 45 Stahlrohlinge gebohrt werden kann.
Ausgehend von den obigen Grundmodellen von Werkzeugmaschinen wurden folgende modifizierte Modelle erstellt:
2N125A - Vertikalbohrmaschinen mit automatischer Steuerung (die Steuerung erfolgt über voreingestellte Nocken und Tasten);
2N125K - Vertikalbohrmaschinen mit Kreuztisch koordinieren;
2N125S - spezielle Einpositions-Vertikalbohrmaschinen mit Flanschpinole, die zur Befestigung von Mehrspindelköpfen dient;
2Н125Н - Mehrpositionsbohrmaschinen für die Installation von Mehrspindelköpfen und Drehtischen;
2N125F2 - CNC-Bohrmaschinen, Kreuztisch und Revolver usw.
- 2T125, 2T140, 2T150 - Hersteller: Werk Gomel für Werkzeugmaschineneinheiten
- 2АС132, 2АС132-01 - Hersteller: Werkzeugmaschinenwerk Astrachan
- 2L125, 2L132, 2L135, LS25, LS35 - Hersteller: Werkzeugmaschinenfabrik Lipezk (PJSC STP-LSP)
- MN25L, MN25N-01 - Hersteller: Molodechno Werkzeugmaschinenwerk
Zeichnung des Arbeitsraums der Bohrmaschine 2H125
Foto Bohrmaschine 2Н125
Lage der Hauptteile der Bohrmaschine 2H125
- Bohrmaschinenantrieb - 2H125.21.000
- Maschinengeschwindigkeitsbox - 2H125.20.000
- Ölkolbenpumpe - 2N125.24.000 für Maschine 2N125
- Ölkolbenpumpe - 2Н135.24.000
- Futterbox - 2Н125.30.000
- Säule, Tisch, Platte - 2N125.10.000
- Geschwindigkeits- und Vorschubkontrollmechanismus - 2H125.25.000
- Schaltschrank - 2N125.72.000
- Elektrische Ausrüstung - 2N125.94.000
- Spindelmontage - 2H125.50.000
- Kühlsystem der Maschine - 2H125.80.000
- Bohrkopf - 2H125.4.000
Anordnung der Bedienelemente für Bohrmaschine 2H125
- Etikett - Kühlmittel "Füllen"
- Teller - "Abtropfen"
- Kühlschalter
- + 19 Schrauben zum Einstellen von Tischkeil und Bohrkopf
- Griff zum Verschieben des Tisches
- Tischklemme und Bohrkopfschrauben
- Etikett - "Erdung"
- Öffnungsschalter
- Aufkleber - "Hauptschalter"
- Signaltaste MASCHINE EIN
- Taste zum Einschalten der rechten Spindeldrehung
- Taste zum Drehen der linken Spindel
- Taste zum Einschalten der Wippbewegung der Spindel beim Umschalten von Drehzahlen und Vorschüben
- Schaltknauf
- STOP-Taste
- Teller - "Geschwindigkeit"
- Aufkleber - "Geschwindigkeit nur beim Anhalten ändern"
- Tischklemme und Bohrkopfschrauben
- +4 Schrauben zum Einstellen von Tischkeil und Bohrkopf
- Platte - "Vorschub, mm pro Umdrehung"
- Vorschubschaltergriff
- Taste für manuelle Zufuhr
- Handrad des Vorschubmechanismus
- Glied zum Ablesen der Arbeitstiefe
- Lichtschalter
- Etikett - "Kühlung"
- Kühlpumpenschalter
- Nocken zum Einstellen der Arbeitstiefe
- Nocken zum Einstellen der Tiefe des zu schneidenden Gewindes
- Hebel zum automatischen Reversieren des Hauptantriebs bei Erreichen der vorgegebenen Schnitttiefe des Gewindes
- Hebel zum Abschalten des mechanischen Vorschubs bei Erreichen der angegebenen Arbeitstiefe
- Vierkant zur manuellen Bewegung des Bohrkopfes
Kinematik der Bohrmaschine 2H125
Liste der grafischen Symbole an der Bohrmaschine 2H125
Zeichnung des Getriebes der Bohrmaschine 2N125
Getriebe und Antrieb. Das Getriebe teilt der Spindel 12 verschiedene Geschwindigkeiten mit Hilfe der beweglichen Blöcke 5 (Abb. 7), 7, 8 mit. Die Wellenstützen des Kastens sind in zwei Platten untergebracht - die obere und die untere 4, die durch vier Bänder 6 miteinander verbunden sind Das Getriebe wird vertikal von einem Elektromotor über eine elastische Kupplung 10 und einen Getriebezug 9 gedreht.
Über das Zahnradpaar 3 wird die Drehung auf den Futterkasten übertragen.
Die Schmierung des Getriebes erfolgt wie bei allen Aggregaten des Bohrkopfes durch eine an der unteren Platte 4 befestigte Kolbenpumpe. Der Pumpenbetrieb wird durch eine spezielle Ölanzeige an der Vorderseite der Untermotorplatte kontrolliert.
Der Mechanismus zur Steuerung der Geschwindigkeiten und Vorschübe der Bohrmaschine 2H125
Der Mechanismus zum Umschalten der Geschwindigkeiten und Vorschübe der Bohrmaschine 2H125
Mechanismus für Schaltgeschwindigkeiten und Vorschübe... Die Gänge werden mit dem Griff 2 (Abb. 8) geschaltet, der vier Positionen am Umfang und drei entlang der Achse hat, die Vorschubschaltung erfolgt über den Griff 3, der bei den Maschinenmodellen 2H135 drei Positionen und bei 2H150 vier Positionen hat , und drei Positionen entlang der Achse. Die Griffe befinden sich an der Vorderseite des Bohrkopfes. Die Zählung der enthaltenen Drehzahlen und Vorschübe erfolgt gemäß Tabelle 1 und 4.
Zeichnung des Vorschubkastens der Bohrmaschine 2N125
Getriebe. Der Mechanismus ist in einem separaten Gehäuse montiert und in den Bohrkopf eingebaut. Durch die Bewegung von zwei Dreifach-Getriebeblöcken werden bei den Maschinen 2H125, 2H135 neun verschiedene Zustellungen und bei der Maschine 2H150 zwölf Zustellungen durchgeführt. Bei den Maschinen 2H125 und 2H135 unterscheiden sich die Futterkästen nur im Antrieb, der bei der Maschine 2H125 (Abb. 9) aus den Gängen 1 besteht, bei den Maschinen 2H125, 2H135 aus den Gängen 2, 3 bzw.Der Futterkasten wird in der Bohrung des oberen Trägers der Förderschnecke montiert. Auf der letzten Welle der Box befindet sich eine Kupplung 4, die die Drehung auf die Schnecke überträgt.
Zeichnung des Bohrkopfes der Bohrmaschine 2H125
Bohrkopf ist ein Kastenprofilguss, in dem alle Hauptbaugruppen der Maschine montiert sind: ein Getriebe, ein Getriebe, eine Spindel, ein Vorschubmechanismus, ein Spindelgegengewicht und ein Mechanismus zum Schalten von Drehzahlen und Vorschübe.
Vorschubmechanismusbestehend aus einem Schneckengetriebe, einer horizontalen Welle mit Zahnstange und Ritzel, einem Zifferblatt, einer Nocken- und Ratschenüberholkupplung, einem Lenkrad, ist ein integraler Bestandteil des Bohrkopfes.
Der Zufuhrmechanismus wird vom Zufuhrkasten angetrieben und ist für die folgenden Vorgänge ausgelegt:
- manuelles Anfahren des Werkzeugs an das Teil;
- Einschalten des Arbeitsvorschubs;
- manueller Vorschub;
- Ausschalten des Arbeitsvorschubs;
- manuelles Zurückziehen der Spindel nach oben;
- Handvorschub beim Einfädeln.
Das Funktionsprinzip des Vorschubmechanismus ist wie folgt: Wenn sich das Handrad 14 (Fig. 10) dreht, dreht sich die Nockenkupplung 8 auf sich selbst zu, was die Ritzelwelle 3 der Zahnstange und Ritzel durch die Käfighalbkupplung 7 dreht , und die Spindel wird manuell zugeführt. Bei Annäherung des Werkzeugs an das Teil entsteht auf der Ritzelwelle 3 ein Drehmoment, das von den Zähnen der Nockenkupplung 8 nicht übertragen werden kann und der Halbkupplungskäfig 7 bewegt sich entlang der Welle bis zu den Enden der Nocken der Teile 7 und 8 treten gegeneinander an. In diesem Moment dreht sich die Nockenkupplung 8 relativ zur Ritzelwelle 3 um einen Winkel von 20°, der durch die Nut im Teil 8 und den Stift 10 begrenzt wird. Auf dem Käfig - Halbkupplung 7 befindet sich ein Doppel -seitige Klinkenscheibe 6, die durch Klinken 13 mit der Halbkupplung verbunden ist. Beim Bewegen der Käfig-Halbkupplung 7 kämmen die Zähne der Scheibe 6 mit den Zähnen der Scheibe, die mit dem Schneckenrad 5 verbunden ist. die Rotation von der Schnecke wird auf das Zahnstangengetriebe übertragen und die Spindel wird mechanisch zugeführt. Bei weiterer Drehung des Lenkrades 14 bei eingeschaltetem Vorschub gleiten die im Halbkupplungskäfig 7 sitzenden Klinken 13 entlang der Zähne der Innenseite der Scheibe 6; es erfolgt ein manueller Vorschub des mechanischen Vorschubs.
Beim manuellen Einschalten des Vorschubs durch das Handrad 14 (nachdem es um einen Winkel von 20° zu sich selbst gedreht wurde) steht der Zahn der Kupplung 8 gegen den Hohlraum der Halbkupplungsklammer 7. Aufgrund der Axialkraft und einer speziellen Feder 12 wird die Halbkupplungsklammer 7 nach rechts verschoben und rastet die Zahnscheiben 5 und 6 aus; mechanische Vorschubstopps.
Der Vorschubmechanismus ermöglicht einen manuellen Spindelvorschub. Schalten Sie dazu mit dem Handrad 14 den mechanischen Vorschub aus und bewegen Sie die Kappe 9 entlang der Achse der Getriebewelle 3 von sich weg. In diesem Fall überträgt der Stift II das Drehmoment von der Nockenkupplung 8 auf die horizontale Welle. An der linken Wand des Bohrkopfes ist ein Schenkel 4 zum visuellen Ablesen der Tiefe nach der Bearbeitung und Einstellung der Nocken angebracht.
Für die manuelle Bewegung des Bohrkopfes entlang der Führungen der Säule gibt es einen Mechanismus, der aus einem Schneckenpaar 2 und einem Zahnstangenpaar I besteht. Um den Vorschubmechanismus vor Bruch zu schützen, gibt es eine Sicherheitskupplung 15. Mutter 16 und Schraube 17 werden verwendet, um das Federgegengewicht einzustellen.
Spindelmontage der Vertikalbohrmaschine 2H125
Spindel 2 (Abb. 11) ist auf zwei montiert. Die axiale Vorschubkraft wird vom unteren Axiallager und die Werkzeugausstoßkraft vom oberen aufgenommen. Die Lager befinden sich in der Hülse 3, die sich mit Hilfe eines Zahnstangenpaares entlang der Achse bewegt. Die Spindellager werden mit Mutter 1 eingestellt.
Zum Ausschlagen des Werkzeugs wird eine spezielle Vorrichtung am Spindelkopf verwendet. Knockout tritt auf, wenn die Spindel durch das Handrad angehoben wird. Die Halterung der Vorrichtung liegt am Gehäuse des Bohrkopfes an und der Hebel 4 dreht sich um die Achse; schlägt das Werkzeug aus.
Schaltplan der Bohrmaschine 2H125
Beschreibung der Arbeit des Stromkreises der Maschine
Durch Einschalten des Eingangsschutzschalters B1 werden Haupt- und Hilfsstromkreise erregt, die Signallampe leuchtet.Wenn Kühlung und Beleuchtung erforderlich sind, werden die entsprechenden Schalter in die Position "ON" gebracht. Durch Drücken der Kn2 "RECHTS" Taste erhält die Starterspule P1 Strom, die Hauptkontakte M1 schalten auf die Rechtsdrehung der Spindel. Über die Blockkontakte P1 wird der Starter P5 eingeschaltet, der die Elektropumpe M2 und das Verzögerungsrelais P12 einschaltet.
Beim Drücken der Taste SC „LINKS“ werden der Starter P1, der Elektromotor M1, das Relais P12 nach dem Entladen des Kondensators C3 abgeschaltet, die Kontakte des Relais P12 (28-26) geschlossen und die Kontakte P2 und M1 Anlasser sind für Drehung gegen den Uhrzeigersinn eingeschaltet. Relais P12 schaltet wieder ein.
Bei automatischem Reversieren erfolgt diese Umschaltung, wenn der Mikroschalter B4 von der auf dem Zifferblatt montierten Nocke ausgelöst wird.
Der Stopp erfolgt durch Drücken der Taste Kn1 "STOP", während die Starter P1 oder P2, P5 ausgeschaltet sind und M1, M2 getrennt werden. Über die Kontakte des Relais P12 (7-9) wird das Relais P11 eingeschaltet, gefolgt vom Einschalten der Starter P3 und P4. Die Wicklungen des Elektromotors M1 sind über die Gleichrichter D1, D2 mit dem Transformator Tr2 verbunden, es erfolgt eine dynamische Bremsung. Nach der Entladung des Kondensators C1, C2 schaltet das Relais P11 ab und trennt die Starter P3, P4 und M1 vom Bremskreis.
Beim Schalten von Geschwindigkeiten wird, wenn die Gänge nicht eingreifen, die Schrittdrehung des Rotors des Elektromotors verwendet. Durch Drücken der Taste Kn4 "PROVOROT" wird der P4-Starter eingeschaltet, eine reduzierte gleichgerichtete Spannung fließt durch die Phasen 1C2-1CЗ. Relais P11 schaltet verzögert durch Widerstand P2 ein, schaltet Starter P4 aus und schaltet P3 ein - Spannung fließt durch die Phasen 1C1-1C2. Solche Schaltungen sorgen für ein Schwingen des Rotors und der Kinematik, was das Schalten erleichtert.
Als Überlastschutz werden Thermorelais eingesetzt. Für Nullschutz - Spulen und Kontakte von Magnetstartern.
Seiten 1 2 3 Weiter
Sie müssen sich anmelden oder registrieren, um eine Antwort zu posten.
- Jedi Ritter
- Wo: Kostroma
- Anmeldung: 23-05-2011
- Beiträge: 1,010
Er zog eine Bohrmaschine aus Eisenmetall hervor. Ich habe nicht viel genommen, ich habe es gesäubert, gesalbt, ans Netz angeschlossen, alles funktioniert im Prinzip, aber eines gibt es. Beim Einschalten des automatischen Vorschubs bewegt sich die Spindel normal in der Luft, sobald sie in das Metall eindringt, wird der Vorschub ausgeschaltet. Ich habe verschiedene Geschwindigkeitskombinationen ausprobiert, das Ergebnis ist das gleiche.
Beim Bohren eines Holzstücks gibt es solche Probleme nicht
Es gibt einen Wärmefluss, der aber vorerst abgeschnitten ist. Ich sage, dass das Problem nicht in der Elektrik liegt, es gibt einen Motor zum Drehen und zum Senken, er ist jetzt direkt über eine konventionelle Maschine an 380 V angeschlossen. Die Drehung stoppt nicht, nur das Absenken stoppt.
Magisches Eisenmetall. 
Wenn es kein Geheimnis ist, wie viel hat die Erlösung gekostet?
Ich weiß es noch nicht genau, die Person hat 25 r / kg bezeichnet, die Maschine wurde noch nicht gewogen, aber im Internet wiegt sie etwa 600 kg.
Und wirklich magisch, jetzt kann man für so viel Geld nichts Wertvolles kaufen. Etwas Ähnliches kostet ein Vielfaches mehr.
Vorher habe ich mir eine voll funktionsfähige Drehmaschine für 15 tr gekauft. inklusive Transport. sein Gewicht beträgt 1,3 Tonnen)
Vorher habe ich mir eine voll funktionsfähige Drehmaschine für 15 tr gekauft. inklusive Transport. sein Gewicht beträgt 1,3 Tonnen)
Unwirkliches Glück. Es ist einfach unwirklich.
Kommt das dort oft vor?! Ich möchte die Situation bei diesen Dingen irgendwie überwachen. ich weiß auch nicht wie.
Installieren Sie das alles in Ihrer Garagen-Werkstatt?
- PVS
- Jedi-Meister

- Wo: Swerdlowsk
- Anmeldung: 15-06-2011
- Beiträge: 14,334
Sie müssen also einen manuellen Feed erstellen
- Jedi Ritter
- Wo: Kostroma
- Anmeldung: 23-05-2011
- Beiträge: 1,010
Sie müssen also einen manuellen Feed erstellen
Vorher habe ich mir eine voll funktionsfähige Drehmaschine für 15 tr gekauft. inklusive Transport. sein Gewicht beträgt 1,3 Tonnen)
Unwirkliches Glück. Es ist einfach unwirklich.
Kommt das dort oft vor?! Ich möchte die Situation bei diesen Dingen irgendwie überwachen. ich weiß auch nicht wie.
Installieren Sie das alles in Ihrer Garagen-Werkstatt?
Das sind Dinge von verschiedenen Orten. Nur ein Zufall.
Nein, ich habe eine Metallwerkstatt. Ich vermiete ein Zimmer.
zuvor einen Raum mit mehreren Maschinen gemietet.Ich wollte etwas zurückkaufen, sie haben es nicht verschenkt, jetzt liegt alles auf der Straße herum, aber sie geben immer noch nichts zurück.
immer noch nichts verschenken
Der springende Punkt eines unfähigen Managers. Scheiß auf so ein Werkzeug. Sie wissen nur, wie man vermietet und Babos daraus macht. Und der Verstand, die vorhandene Ausrüstung zu beherrschen, reicht nicht aus.
Ich schaue auf YouTube, in Ufa steht der gleiche Mist, eine ehemalige Fabrik mit Maschinen steht, die echt Dofig wert sind. Sie können zum Metallpreis zurückkaufen. Nur die Lieferung wird teuer, denke ich. Bei Bedarf kontaktiere ich die Person, die dort arbeitet / Blogs erstellt / entfernt.
Es gibt nicht nur Drehmaschinen, es gibt einige sehr hochspezialisierte, wie zum Beispiel eine Presse für schwere Tonnen und so weiter. Ich erinnere mich nicht genau. Ein riesiger Haufen Gürtel stapelte sich in einem separaten Raum.
Ich weiß es sicherlich nicht, aber warum willst du das servieren? Ich habe mein Futter nie benutzt. Es hat ein ewiges Problem, es ist Fett. Wenn Ihr Fett nicht fließt und ein paar: Spindel - Pinole ohne Spiel, viel Glück.
Seiten 1 2 3 Weiter
Sie müssen sich anmelden oder registrieren, um eine Antwort zu posten.
Nachricht # 1 Alex72 »02.01.2018, 12:43
Nachricht # 2 REIHE »02.01.2018, 12:48
Nachricht # 3 Salnik1970 »02.01.2018, 13:20
Nachricht # 4 vanek-in1 »02.01.2018, 17:12
Nachricht # 5 Maschinenführer »02.01.2018, 18:16
Nachricht # 6 Salnik1970 »02.01.2018, 21:09
Nachricht # 7 Alex72 »03.01.2018, 13:01
Danke ! Erzählen. Welche Seite ist die beste Seite, um die Seitenabdeckung zu öffnen? Was wäre besser, diesem Frühling nahe zu kommen
Gesendet nach 2 Minuten 31 Sekunden:
Nachricht # 8 Salnik1970 »03.01.2018, 13:41
Nachricht # 9 vanek-in1 »03.01.2018, 13:42
Nachricht # 10 Alex72 »06.01.2018, 01:56
Ich habe es heute von der Seite des Gliedes geöffnet. Flansch herausgezogen. Mit zwei Schrauben daran befestigt. Eine Art Federmechanismus. mit einem Joch. Das Sonnenrad blieb am Flansch. Es enthält ein kleines Zahnrad. Das ist auf der Welle des Lenkrads selbst. Heben Sie die Feder von Hand an. Unterstützt. und alles gesammelt. Die Feder fällt nicht. Bußgeld. Aber auch sie kehrt nicht an die Spitze zurück.
Ich lese. was ist im Bordstein. ... So weit ich das verstehe. Es gibt eine Kette mit einem Gewicht, um die Feder wieder nach oben zu bringen.
Und noch eine Frage: Prompt das Gerät der Kappe auf dem 125k Rad. Ich bin verloren.
Wie schwer ist es, es selbst zu machen?
Gesendet nach 2 Minuten 53 Sekunden:
Ein kleiner Hintergrund. Ich habe einige Zeit in einer Reparaturwerkstatt für Kraftstoffhochdruckpumpen (Kraftstoffhochdruckpumpen) gearbeitet, und im zweiten Stock stand eine verlassene Bohrmaschine, also eine Bohrmaschine. Der Besitzer nahm sie mit in die Hölle und kaufte sie seiner Meinung nach "einen adäquaten Ersatz". Auf meine Frage, was mit ihr los sei, antwortete er, dass der Federkiel treffe und es ihr nicht mehr möglich sei zu bohren.
Als ich um die Maschine ging, stellte ich fest, dass der Besitzer zum Glück voll war
der Dummy war falsch und das Problem waren die Lager. Aber ich erzählte ihm nichts davon, sondern bot ihm einfach an, dieses „Zeug“ zum Schrottpreis von ihm abzukaufen, womit er tatsächlich schnell zugestimmt hatte. So wurde ich Ende der 60er Jahre stolzer Besitzer einer Bohrmaschine, die so unter 150 Kilogramm wiegt, ihre Säule ist gegossen, einteilig, Morsekegel Nr. 2 in Federkielen und ein Kilowatt-Motor. Kurz gesagt, eine ziemlich kleine Industriemaschine.
Ich rief schnell einen Freund mit einem Sattelschlepper an und wir haben ihn, bis sich niemand mehr änderte, in verdaulichere Stücke zerlegt, in ein Auto geladen und zu mir nach Hause auf meinen Werkstattbalkon gebracht.

Weiter ging eine detailliertere Demontage der Maschine, bei der die im Müll getöteten Lager herausgedrückt wurden:

Es folgten: alles von altem Fett spülen, von altem Lack reinigen, Lager durch neue, geschlossene ersetzen (verstopft mit Fett vom Hersteller).



"Sauberer Hut" - Riemenschutz:

Pinolenmontage bereits mit neuen Lagern:

Gleichzeitig wurde die Maschine gespachtelt und lackiert:



Die letzten Teile wurden gewaschen, die Griffe wurden für ein ästhetischeres Aussehen mit Schrumpfschläuchen versehen, Fett (Fett) wurde gekauft und alles ist fertig für die Endmontage:



Langsam passt alles zusammen:

Dabei wurde entschieden, nicht mit dem alten Drehstrommotor zu dampfen, da ich noch keine drei Phasen zu Hause habe, wurde ein neuer Motor pro Kilowatt Leistung beschafft und ein Adapter gefräst. Die Riemenscheibe wird an ihren rechtmäßigen Platz am neuen Motor angehoben:

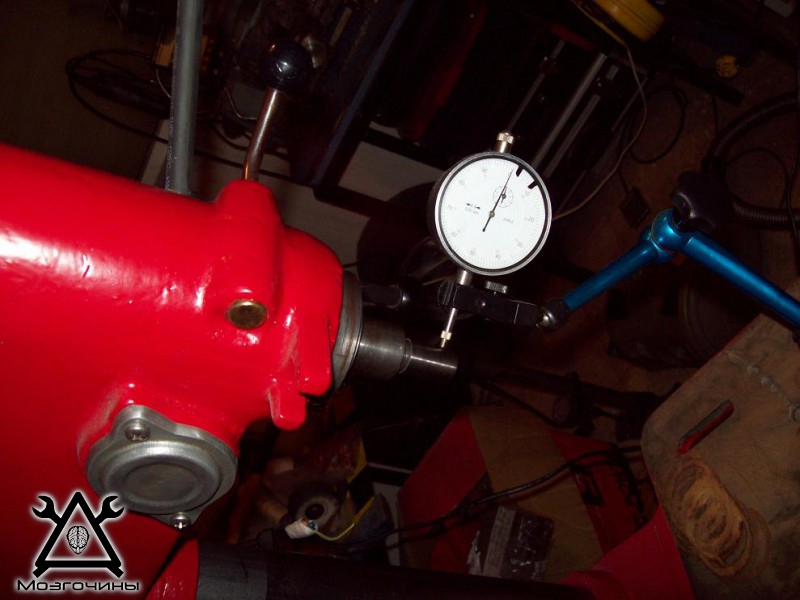
Da ich mich daran erinnerte, dass es schön wäre, die Ergebnisse der Federkielreparatur, genauer gesagt des Lagerwechsels, zu überprüfen und die resultierenden Schläge zu betrachten, versuchte ich es. Und – oh, ein Wunder! - trotz der Tatsache, dass ich bei der Auswahl der Lager nicht die Genauigkeitsklasse verfolgt habe, hat das Ergebnis alle Erwartungen übertroffen, der Rundlauf beträgt 0,01:
Zum Schluss noch ein paar letzte Kleinigkeiten - und schon stehen die Maschinen:


Und ganz zum Schluss - ein wenig Neugier. Die Maschine kam nur glänzend heraus, genau, kraftvoll, aber ein Problem: SIE DREHLT IN DIE ANDERE WEISE, d.h. nach links
Die Moral der Geschichte ist, nicht viel Bier zu trinken, wenn Sie Ausrüstung restaurieren. Ich habe es hundertmal gestartet, verdreht, verdreht und NIEMALS bemerkt, dass es sich in die entgegengesetzte Richtung dreht (wahrscheinlich weil es keine Patrone gab und es auf der Rundachse nicht sichtbar war). Aber es spielt keine Rolle. Nachdem ich den Motor geklingelt hatte, wurde mir klar, dass ein Rückwärtsfahren nicht einfach möglich ist, und als ich darauf spuckte, kaufte ich einen Satz "linker" Bohrer, ich benutze ihn seit mehreren Jahren und bin glücklich wie ein Elefant

- DIY Steampunk Medaillon - 16.12.2016
- Steampunk Feuerzeug - 12.08.2016
- Ein weiterer Steampunk-Stick - 28.07.2016
- Steampunk-Stick - 12.07.2016
- Elektrischer Liegeroller - 18.06.2016
- Armaturenbrett für Elektroroller - 04.06.2016
- Mini Kubotan, Öffner, Schlüsselanhänger - 12.05.2016
- Minihammer - 30.04.2016
- Flash-Laufwerk in Form einer Zündkerze - 25.04.2016
- Anhänger für Biker - Video - 18.04.2016
- Elektrischer Aufsatz für einen Rollstuhl - 09.07.2014
- LED-Scheinwerfer für Elektrofahrräder - 25.06.2014
- Lampe im Post-Core-Stil - 24.06.2014
- LED-Scheinwerfer für Elektrofahrräder - 22.06.2014
- Marmorkantenmaschine - 21.06.2014
Kann man die Drehrichtung nicht ändern? Nur beim Verbinden der Wicklungen mit einem "Delta" mit angelöteten Leitungen ist meines Wissens ein Drehrichtungswechsel problematisch. In allen anderen Fällen können Sie.
Klasse. Wird es weitere Artikel mit Restauration geben?
Wenn ich Bilder finde, gibt es noch eins über eine kleine Drehmaschine :)
Auf den Bildern gesehen, nein, das ist ein kompletter Albtraum, nichts ist zu sehen, es wird noch andere Projekte geben
Nicht jedes einphasige Gerät ist leicht reversibel, bei mir, ohne eine komplette Demontage um an die Wicklungen zu kommen, habe ich mich einfach entschieden, nicht zu dampfen.
Die Maschine ist nun seit 4 Jahren in Betrieb und es gibt keine Beanstandungen, Linkshänderbohrer werden meist auf CNC-Maschinen verwendet und sind daher von wesentlich hochwertigerer Qualität, da sie für eine starke Belastung ausgelegt sind.
Natürlich ist ein Workshop möglich, aber daneben gibt es Dutzende von Artikeln
Sie müssen nur darüber nachdenken, in welchen Abschnitt Sie es einfügen möchten.
Mal sehen, ich finde es besser als separates Thema, zum Beispiel im Toolkit.
Super. Nächster Beitrag posten Sie Ihren Workshop. Jeder hat Ihren Arbeitsplatz bereits geschätzt und möchte ihn sehen. Ich denke, es wird gültig sein.
Ihr Browser unterstützt kein Canvas.





Universal-Vertikalbohrmaschinen 2H125, 2H135, 2H150 werden in Unternehmen mit Einzel- und Kleinserienfertigung von Produkten eingesetzt und sind für die folgenden Operationen bestimmt: Bohren, Reiben, Senken, Senken, Reiben und Besäumen mit Messern.
Das Vorhandensein eines mechanischen Spindelvorschubs an Werkzeugmaschinen mit manueller Steuerung der Arbeitszyklen ermöglicht die Bearbeitung von Teilen in einer Vielzahl von Größen aus verschiedenen Materialien mit Werkzeugen aus kohlenstoffreichen und Schnellarbeitsstählen und harten Legierungen.
Die Maschinen sind mit einer Vorrichtung zum Reversieren des Elektromotors der Hauptbewegung ausgestattet, die das Gewinden mit Maschinengewindebohrern mit manuellem Spindelvorschub ermöglicht.
Einstufungskategorie 4 gemäß GOST 15150-69.
Kinematikdiagramm
Das kinematische Diagramm der Maschinen 2H125, 2H135 ist in Bild 5 dargestellt.
Aufgrund der Einfachheit der kinematischen Schemata wird auf deren Beschreibung verzichtet.
Notiz.Die Tischbewegungskette ist bei allen drei Maschinen gleich.
Die Vorschubkette ist bei den Maschinen 2125 und 2H135 gleich.
Säule, Tisch, Platte
Die Säule der Maschine ist aus Gusseisen. Bohrkopf und Tisch werden manuell entlang der Schwalbenschwanz-Säulenführungen bewegt. Der Maschinentisch hat drei T-Nuten. Auf der Fundamentplatte ist eine elektrische Pumpe installiert und in der Platte befindet sich ein Reservoir mit einem Sumpf für Kühlmittel.
Getriebe und Antrieb
Das Getriebe teilt der Spindel 12 verschiedene Drehzahlen mit Hilfe von beweglichen Blöcken 5 (Abb. 7), 7, 8 mit. Die Wellenstützen des Kastens befinden sich in zwei Platten - obere 1 und untere 4, die durch vier Bänder 6 miteinander verbunden sind. Das Getriebe wird vertikal von einem Elektromotor über eine elastische Kupplung Yu und ein Zahnradgetriebe 9 gedreht. Die letzte Welle 2 des Gehäuses - die Hülse - hat ein Keilloch, durch das die Drehung auf die Spindel übertragen wird. Über das Zahnradpaar 3 wird die Rotation auf das Fördergetriebe übertragen Das Getriebe wird wie alle Aggregate des Bohrkopfes von einer auf der unteren Platte 4 montierten Kolbenpumpe geschmiert die Vorderseite der Untermotorplatte.
Mechanismus für Schaltgeschwindigkeiten und Vorschübe
Die Geschwindigkeitsschaltung erfolgt über den Drehknopf 2 (Abb. 8), der vier Positionen am Umfang und drei entlang der Achse hat vier für 2H150 und drei Positionen entlang der Achse. Die Griffe befinden sich an der Vorderseite des Bohrkopfes. Die Zählung der enthaltenen Drehzahlen und Vorschübe erfolgt gemäß Tabelle 1 und 4.
Getriebe
Der Mechanismus ist in einem separaten Gehäuse montiert und wird in den Bohrkopf eingebaut. Durch die Bewegung von zwei Dreifach-Getriebeblöcken werden bei den Maschinen 2H125, 2H135 neun verschiedene Zustellungen und bei der Maschine 2H150 zwölf Zustellungen durchgeführt. Bei den Maschinen 2H125 und 2H135 unterscheiden sich die Futterkästen nur im Antrieb, der bei der Maschine 2H125 aus den Gängen I (Abb. 9) und bei den Maschinen 2H125, 2H135 - den Gängen 2, 3 - besteht. Der Futterkasten wird in der Bohrung des oberen Trägers der Förderschnecke montiert. Auf der letzten Welle der Box befindet sich eine Kupplung 4, die die Drehung auf die Schnecke überträgt.
Bohrkopf
Der Bohrkopf ist ein Kastenguss-Gussgussteil, in dem alle Hauptbaugruppen der Maschine montiert sind: Getriebe, Getriebe, Spindel, Vorschubmechanismus, Spindelgegengewicht sowie Schalt- und Vorschubmechanismus.
Integraler Bestandteil des Bohrkopfes ist der Vorschubmechanismus, bestehend aus einem Schneckengetriebe, einer horizontalen Welle mit Zahnstange und Ritzel, einem Zifferblatt, einer Nocken- und Ratschenüberholkupplung, einem Lenkrad.
Der Zufuhrmechanismus wird vom Zufuhrkasten angetrieben und ist für die folgenden Vorgänge ausgelegt:
manuelles Anfahren des Werkzeugs an das Teil; Einschalten des Arbeitsvorschubs;
manueller Vorschub;
Ausschalten des Arbeitsvorschubs;
manuelles Zurückziehen der Spindel nach oben;
Handvorschub beim Einfädeln.
Das Funktionsprinzip des Vorschubmechanismus ist wie folgt: Wenn sich das Handrad 14 (Fig. 10) dreht, dreht sich die Nockenkupplung 8 zu sich selbst, die durch die Käfighalbkupplung 7 die Ritzelwelle 3 der Zahnstange dreht und Ritzel wird die Spindel manuell zugeführt. Bei Annäherung des Werkzeugs an das Teil entsteht an der Ritzelwelle 3 ein Drehmoment, das von den Zähnen der Nockenkupplung 8 nicht übertragen werden kann, in dem sich der Halbkupplungskäfig 7 entlang der Welle bewegt, bis die Enden der Nocken der Teile 7 und 8 treten gegeneinander an. In diesem Moment dreht sich die Nockenkupplung 8 relativ zur Getriebewelle 3 um einen Winkel von 20°, der durch die Nut im Teil 8 und den Stift 10 begrenzt wird. Auf dem Käfig - Halbkupplung 7 befindet sich ein Doppel -seitige Klinkenscheibe 6 mit Sperrklinken 13 mit der Halbkupplung verbunden. Beim Verschieben der Käfig-Halbkupplung 7 greifen die Zähne der Scheibe 6 in die Zähne der Scheibe 6 ein, die mit dem Schneckenrad 5 einstückig ausgeführt ist.Dadurch wird die Drehung von der Schnecke auf das Zahnstangengetriebe übertragen und die Spindel mechanisch zugeführt. Bei weiterer Drehung des Lenkrades 14 bei eingeschaltetem Vorschub gleiten die in der Käfighalbkupplung 7 sitzenden Mitnehmer 13 entlang der Zähne der Innenseite der Scheibe 6; es erfolgt ein manueller Vorschub des mechanischen Vorschubs.
Der Vorschubmechanismus ermöglicht einen manuellen Spindelvorschub. Schalten Sie dazu mit dem Handrad 14 den mechanischen Vorschub aus und bewegen Sie die Kappe 9 entlang der Achse der Getriebewelle 3 von sich weg. Dabei überträgt der Stift 11 das Drehmoment von der Nockenkupplung 8 auf die horizontale Welle. An der linken Wand des Bohrkopfes ist eine Skala 4 zum optischen Ablesen der Arbeitstiefe und zum Einstellen der Nocken angebracht.
Es gibt einen Mechanismus zum manuellen Bewegen des Bohrkopfes entlang der Säulenführungen, der aus einem Schneckenpaar 2 und einem Zahnstangenpaar 1 besteht. Um den Vorschubmechanismus vor Bruch zu schützen, gibt es eine Sicherheitskupplung 15. Mutter 16 und Schraube 17 werden verwendet, um das Federgegengewicht einzustellen.
Die Spindel (Abb. 11) ist auf zwei Kugellagern gelagert. Die axiale Vorschubkraft wird vom unteren Axiallager und die Werkzeugausstoßkraft vom oberen aufgenommen. Die Lager befinden sich in der Hülse 3, die sich mit Hilfe eines Zahnstangenpaares entlang der Achse bewegt. Spindellager werden mit Mutter 1 . eingestellt
Zum Ausschlagen des Werkzeugs wird eine spezielle Vorrichtung am Spindelkopf verwendet. Knockout tritt auf, wenn die Spindel durch das Handrad angehoben wird. Der Halter der Vorrichtung liegt am Körper des Bohrkopfes an und der Hebel 4 schlägt durch Drehen um die Achse das Werkzeug aus.
Schaltplan
Durch Einschalten des Eingangsschutzschalters Q1 wird Spannung an den Haupt- und Hilfsstromkreis angelegt, die Signallampe H2 am Bedienfeld leuchtet. Wenn Kühlung und Beleuchtung erforderlich sind, werden die entsprechenden Schalter in die Position ON gebracht.
Durch Drücken der Taste S2 RECHTS erhält die Starterspule K1 Strom, die Hauptkontakte schalten den M1 Elektromotor zur rechten Spindeldrehung ein. Über die Hilfskontakte K1 wird der Starter K2 eingeschaltet, der den Elektromotor M2 und das Verzögerungsrelais K7 einschaltet.
Durch Drücken der Taste S3 LINKS werden der K1-Starter, der M1-Elektromotor, das K7-Relais ausgeschaltet. Nach dem Entladen des Kondensators SZ werden die Kontakte des Relais K7 (28-26) geschlossen und der Kurzschlussstarter im Elektromotor M1 für den Linkslauf der Spindel eingeschaltet. Relais K7 schaltet wieder ein.
Bei automatischem Reversieren erfolgt diese Umschaltung, wenn der Mikroschalter S6 von der auf dem Zifferblatt montierten Nocke ausgelöst wird.
Stoppen Sie durch Drücken der Taste S1 STOP. In diesem Fall werden die Starter K1 oder KZ, K2 ausgeschaltet, wodurch die Elektromotoren M1, M2 ausgeschaltet werden. Über die Kontakte des Relais K7 (7-9) wird das Relais K6 eingeschaltet, gefolgt vom Einschalten der Starter K4 und K5. Die Wicklungen des Motors M1 sind über den Gleichrichter V1, V2 mit dem Transformator T1 verbunden. Es erfolgt eine elektrodynamische Bremsung der Spindel.
Nach dem Entladen der Kondensatoren C1, C2 schaltet das Relais K6 ab und trennt die Starter K4, K5.
Beim Gangwechsel wird bei nicht eingelegten Gängen die Rotorbewegung des Motors M1 angewendet. Durch Drücken der Taste S4 ROCKING MOTION wird der Starter K4 aktiviert, der eine reduzierte gleichgerichtete Spannung an die Phasen IC2-IC3 liefert.
Durch den Widerstand R2 wird das Relais K6 verzögert eingeschaltet, wodurch der Starter K4 ausgeschaltet und der Starter K5 eingeschaltet wird. In diesem Fall fließt die Unterspannung durch die Phasen von ICI-IC2. Solche Schaltvorgänge sorgen für ein Schwingen des Rotors, was das Schalten erleichtert.
Die Vertikalbohrmaschine 2n125 ist zum Bohren, Reiben, Senken, Reiben der Löcher von Teilen in Einzel- und Kleinserienfertigung konzipiert. Maschinengenauigkeitsklasse - N (normal).
Das Design der Bohrmaschine ist ziemlich steif und langlebig, wodurch Vibrationen während der Bearbeitung ausgeschlossen werden. Es können Teile aus verschiedenen Werkstoffen (Stahl, Guss, NE-Werkstoffe), schnelllaufenden (P6M5, P18) Werkzeugen oder Hartmetall (TK, VK) bearbeitet werden.
Bohrmaschinengerät:
- Hauptantrieb;
- Maschinengeschwindigkeitsfeld;
- Kolbenpumpe;
- Kolbenpumpe;
- Maschinenzufuhrkasten;
- Säule, Tisch, Platte;
- Mechanismus zur Steuerung von Drehzahlen und Vorschub;
- Kleiderschrank;
- Elektrische Ausrüstung der Maschine;
- Spindel;
- Kühlsystem der Maschine;
- Bohrkopf der Maschine.
3. Kühlung einschalten;
4.19 Einstellschrauben für Tischkeil und Bohrkopf;
5. Griff zum Bewegen des Tisches und des Kopfes;
6.18 Tisch- und Kopfklemmschrauben;
10. Signaltaste MASCHINE IST EIN;
11. Taste zum Einschalten der rechten Spindeldrehung;
12. Taste zum Einschalten der linken Spindeldrehung;
13. Taster zum Einschalten der Pendelbewegung der Spindel beim Umschalten der Drehzahl und Vorschub S;
14. Knopf zum Schalten;
21. Griff zum Wechseln von Feeds;
22. Schaltfläche für die Aufnahme der manuellen Zufuhr;
23. Lenkrad des Vorschubmechanismus;
24. Glied zum Lesen der Verarbeitungstiefe;
27. Kühlpumpenschalter;
28. Nocke zum Einstellen der Bearbeitungstiefe;
29. Nocken zum Einstellen des Wertes der Tiefe des geschnittenen Gewindes;
30. Hebel zum automatischen Reversieren des Hauptantriebs, wenn der vorgegebene Wert der Schnitttiefe des Gewindes erreicht ist;
31. Hebel zum Abschalten des Vorschubs, wenn der angegebene Wert der Bohrlochtiefe erreicht ist;
32. Quadrat für manuelle Bewegung des Kopfes.
Dank der mobilen Einheiten 5, 7, 8 empfängt und überträgt das Getriebe auf die Spindel 12 verschiedene Drehzahlen. Die Wellenträger (Lager) des Getriebes sind in zwei Platten 1 und 4 untergebracht, die durch vier Zugbänder 6 miteinander verbunden sind. Das Getriebe dreht sich von einem vertikal angeordneten Elektromotor über eine elastische Überlastkupplung 10 und ein Stirnrad 9.
Welle 2 - Hülse - ist mit einer Keilverzahnung versehen, mit deren Hilfe die Drehung auf die Spindel übertragen wird. Über das Zahnradpaar 3 wird das Drehmoment auf das Getriebe übertragen.
Der Vorschubkasten ist in einem separaten Graugussgehäuse montiert und wird im Bohrkopf montiert. Die Bewegung erfolgt über zwei Dreifachradsätze und erhält neun verschiedene Vorschübe.
| Video (zum Abspielen anklicken). |
Der Futtermechanismus ist mit dem Futterkasten verbunden und für verschiedene Funktionen ausgelegt, nämlich:
- manuelles Anfahren des Schneidwerkzeugs an das Werkstück;
- Einschalten des Arbeitsvorschubs des Werkzeugs;
- manuelle Vorschubbewegung;
- Abschalten des Arbeitsvorschubs des Werkzeugs;
- manuelles Einfahren des Spindelkopfes nach oben;
- Handvorschub S, zum Schneiden verschiedener Fäden.













