Im Detail: Do-it-yourself-Kupplungsreparatur ZIL 130 von einem echten Meister für die Website my.housecope.com.
ERSATZTEILE UND MONTAGETEILE
SONDERAUSSTATTUNG NACH URAL, MAZ, KAMAZ ____________________
Kupplungskorb ZIL-130
Die Druckplatte (Korb) der Kupplung ZIL-130 besteht aus Grauguss SCH 18-36 (GOST 1412-54). Bei Rissen an der Oberfläche sowie bei einer Scheibenkörperdicke von weniger als 24,7 mm, gemessen an der Aufnahmenabe der gepaarten Federteller, wird die Kupplungsdruckplatte aussortiert.
Wenn das Gewinde M8 X 1,25 mm beschädigt oder gebrochen ist, werden bis zu zwei Gewindegänge, die Kupplungsdruckplatte in einen Schraubstock gelegt, fixiert und das Gewinde mit einem Gewindebohrer durch die vier Löcher getrieben.
Die Feile reinigt die Kerben und Grate auf den behandelten Oberflächen. Im Falle eines Verzugs von mehr als einem akzeptablen Ausmaß wird die Druckscheibe mit der Kontaktebene zur Abtriebsscheibe nach unten auf den auf dem Pressentisch befindlichen Ring montiert und korrigiert. Die Genauigkeit der Bearbeitung wird mit einem Lineal und einer Sonde überprüft.
Der maximale Verzugswert des Kupplungskorbs ZIL-130 sollte nicht mehr als 0,15 mm betragen. Fresser in der Kontaktebene der Abtriebsscheibe werden durch Schleifen beseitigt.
Wenn die Löcher für die Finger der Hebel verschlissen sind, werden die Kupplungskörbe in einen Schraubstock eingespannt und die verschlissenen Löcher auf einen Durchmesser von 8,4 + 0,058 mm aufgerieben, was dem ersten Reparaturmaß entspricht. Löcher in Reparaturgröße sind mit Farbe markiert.
Die verschlissene Nut des Kupplungskorbhebels ZIL-130 wird bis zu einer Größe von mindestens 9,0 mm zwischen den Laschen geschweißt, und nach dem Befestigen des Teils wird die Nut an den Schweißstellen gefräst. Die Bohrlöcher in den Ohren werden auf einen Durchmesser von 8,2 + 0,058 mm erweitert.
Die Kontrolle der durchgeführten Operation besteht darin, die Ausrichtung des Lochs in den Ohren mit einer Anzeigevorrichtung zu überprüfen. Die Nicht-Rechtwinkligkeit der Lochachse zu den Innenebenen der Nut sollte auf einer Länge von 100 mm des in das Loch eingeführten Fingers nicht mehr als 0,3 mm betragen.
| Video (zum Abspielen klicken). |
Das Gehäuse des Kupplungskorbs ZIL-130 besteht aus Stahl 08 mit einer Dicke von 5 mm. Bei mehr als drei Rissen mit einer Länge von mehr als 50 mm wird das Teil zurückgewiesen. Bei Vorhandensein von Dellen auf der Oberfläche und angrenzenden Ebenen wird der Kupplungsdeckel auf der Matrizenmatrix installiert und unter Druck korrigiert.
Die Qualität des durchgeführten Vorgangs wird durch externe Inspektion und durch Bestimmung des Verzugsgrades des Gehäuses überprüft, der auf der Kontrollplatte mit einer Sonde überprüft wird. Die Ebenheit der Stirnfläche der Befestigung am Schwungrad sollte nicht mehr als 0,5 mm betragen.
Wenn das M8-Gewinde gebrochen oder abgenutzt ist, nicht mehr als zwei Gewinde, wird die Kupplungskorbabdeckung ZIL-130 auf einem Ständer installiert, das Gewinde wird mit einem Gewindebohrer durch acht Löcher getrieben und die Kerben und Grate auf der Oberfläche des Teils sind mit einer Feile gereinigt.
Wenn das M8-Gewinde für mehr als zwei Gewinde gebrochen oder verschlissen ist, wird der Kupplungsdeckel montiert und auf dem Tisch der Bohrmaschine fixiert und die Gewindelöcher auf einen Durchmesser von 12 mm gebohrt.
Nach der Installation des Teils auf der Schweißplatte werden die gebohrten Löcher durch Gasschweißen verschweißt. Nachdem die abgeschiedene Schicht bündig mit dem Grundmetall gereinigt wurde, wird die Unebenheit der Stirnfläche der Gehäusebefestigung am Schwungrad überprüft und gegebenenfalls das Gehäuse in der oben beschriebenen Weise korrigiert.
Abgenutzte Löcher zur Befestigung des Gehäuses des ZIL-130-Kupplungskorbs am Schwungrad, für Buchsen und Muttern werden auf ähnliche Weise repariert. Sie werden gebohrt, geschweißt, der Verzugsgrad des Gehäuses wird nach dem Schweißen überprüft und gegebenenfalls korrigiert.
Der letzte Arbeitsgang ist das Bohren von Löchern mit Nenngröße. Die Löcher zur Befestigung des Gehäuses am Schwungrad werden auf einen Durchmesser von 9,8 mm gebohrt und eingesetzt.
Wenn die Nieten zum Befestigen der Platten gelöst werden, wird das Gehäuse unter Druck auf die Halterungen montiert und die Nieten werden gecrimpt. Beim Abreißen der Nieten der Plattenbefestigung oder beim Abreißen der Platten werden defekte Teile ersetzt.
Angetriebene Kupplungsscheibe ZIL-130
Die Kupplungsscheibe ZIL-130 ist aus Stahl 50 gefertigt und phosphatiert. Die Härte der Scheibe beträgt HRC 35-40. Die angetriebene Scheibennabe ist aus 40X-Stahl gefertigt, phosphatiert und in einer Chromspitzenlösung passiviert. Die angetriebene Kupplungsscheibe wird am Stand demontiert.
Wenn die Platten des Reibungsdämpfers über die zulässige Größe abgenutzt sind, wird die angetriebene Scheibe installiert und auf dem Tisch der Bohrmaschine befestigt und mit einem in einem Winkel von 90 ° geschärften 0,10-mm-Bohrer werden die Köpfe der Nieten abgeschnitten auf das Niveau des Grundmetalls werden die Nieten ausgeschlagen, die verschlissenen Dämpferplatten entfernt und dann neue Platten montiert und neu vernietet.
Vor dem Nieten der Reibbeläge wird die Kupplungsscheibe ZIL-130 korrigiert, nachdem zuvor die Kerben und Grate an der Nabe gereinigt wurden. Die Kontrolle des durchgeführten Vorgangs besteht darin, den Grad der Verformung der Scheibe auf der Platte mit einer Sonde zu überprüfen.
Die Reibbeläge der Kupplungsscheibe werden mit einem Stempel unter Druck vernietet. Nach dem Nieten der Reibbeläge werden der Scheibenverzug und der Schlag mit einem Anzeigegerät kontrolliert.
Der Verzug sollte 0,3 mm nicht überschreiten, und der Schlag sollte 0,8 mm nicht überschreiten. Bei Bedarf wird die angetriebene Scheibe der ZIL-130-Kupplung entlang der Speichen auf der Platte korrigiert und die Unwucht relativ zur Seitenfläche des Schlitzes überprüft.
Die zulässige Unwucht sollte 25 Gcm nicht überschreiten. Eine Unwucht von mehr als 25 Gcm wird durch den Einbau von Gewichten beseitigt, die durch Biegen der Antennen der Kupplungsmitnehmerscheibe fest fixiert werden. Wenn ein Biegemoment von 45 kGm auf die Nabe ausgeübt wird, sollte der Rotationswinkel der Nabe 1°30’—2° nicht überschreiten.
Das Reibungsmoment des Absorbers sollte im Bereich von 1–4 kGm liegen. Die Prüfung des Tilgers erfolgt durch Verdrehen der Nabe relativ zur Festscheibe in einer Vorrichtung, die radiale Belastungen ausschließt.
Kupplungsgehäuse ZIL-130
Das Kupplungsgehäuse ZIL-130 besteht aus Grauguss Sch 15-32. Wenn Risse vorhanden sind, die länger als 150 mm sind und durch die Bohrung für das Lager der Eingangswelle und die Versteifungen sowie durch die Bohrung für die Befestigung des Kupplungsgehäuses am Zylinderblock verlaufen, wird das Kupplungsgehäuse zurückgewiesen.
Das Motorkupplungsgehäuse ist mit dem Zylinderblock nicht austauschbar, da bei ihrer Herstellung die Zentrierflächen beim Zusammenbau mit dem Zylinderblock abschließend bearbeitet werden.
Die Demontage dieser Baugruppe ist aus folgenden Gründen erforderlich: Der Zylinderblock und das Kupplungsgehäuse ZIL-130 haben unterschiedliche Reparaturkomplexitätsfaktoren; diese Details sind nicht gleich; Kurbelgehäuse und Zylinderblock müssen separat gewaschen und repariert werden.
Um eine Demontage der Baugruppe zu verhindern und bei einem kleinen Fertigungsprogramm die Ausrichtung der Motorkurbelwelle und der Getriebeeingangswelle sicherzustellen, sind diese Baugruppe gekennzeichnet.
Wenn ein Bolzen in einem Gewindeloch gebrochen ist, wird das Kupplungsgehäuse ZIL-130 auf einer Werkbank installiert, die Mitte des gebrochenen Bolzens gestanzt und ein Sackloch mit einem Bohrer bis zu einer Tiefe von 8-10 mm gebohrt. Dann wird ein Vierkantdorn in die Bohrung des Bolzens getrieben und der abgebrochene Teil des Bolzens aus der Gewindebohrung des Kupplungsgehäuses herausgeschraubt.
Der letzte Arbeitsgang ist das Gewindeschneiden und Reinigen von Kerben und Graten auf allen bearbeiteten Ebenen. Abgenutzte Buchsen der Kupplungsausrückgabelwelle werden mit einem Dorn herausgepresst, nachdem das Kupplungsgehäuse zuvor auf einem auf dem Pressentisch befestigten Ständer installiert wurde.
Prüfen Sie nach dem Auspressen der verschlissenen Buchsen den Verschleiß der Bohrung für die Buchsen der Kupplungsausrückgabelwelle. Bohrungen mit einem Durchmesser von mehr als 30,05 mm werden in einer Reihe bis 30,2 + 0,045 mm eingesetzt.
Unter Verwendung eines Dorns unter einer Presse werden Buchsen einer Nenn- oder Reparaturgröße in das Loch gepresst, abhängig vom Durchmesser des Lochs, nachdem das Loch in der Buchse mit dem Loch im Kupplungsgehäuse ZIL-130 ausgerichtet wurde. Gepresste Buchsen werden bis zu einem Durchmesser von 25 + 0,06 mm in Reihe eingesetzt.
Nach dem Zusammenbau des Kupplungsgehäuses mit dem Zylinderblock wird die Zentrierbohrung des Kupplungsgehäuses in die Vorrichtung gebohrt.Das verschlissene Loch wird in einem Durchgang auf einen Durchmesser von 166 + 0,04 mm aufgebohrt und eine Nut unter der Schulter auf eine Tiefe von 2,5 ± 0,1 mm bearbeitet.
Die Hülse wird mit Hilfe eines Dorns bis zum Anschlag in die Bohrung gepresst. Die gepresste Hülse wird schließlich zusammen mit dem Motorblock gebohrt, um die Ausrichtung der Achsen der Motorkurbelwelle und der Getriebeeingangswelle sicherzustellen.
ZIL-130 Kupplungskorbhebel und Hebelgabel
Der Hebel der Druckplatte (Korb) der ZIL-130-Kupplung besteht aus Stahl 35 GOST 1050-60 und Cyanid bis zu einer Tiefe von 0,15-0,3 mm. Die Härte des Hebels beträgt HRC 56-62. Der Hebel wird zurückgewiesen, wenn Risse und Brüche länger als 5 mm an der Oberfläche vorhanden sind.
Die geometrischen Parameter der bearbeiteten sphärischen Oberfläche des Hebels werden durch das Muster im Licht bestimmt. Wenn das Loch für die Nadellager über das zulässige Maß hinaus abgenutzt ist, wird der Kupplungskorbhebel geschliffen.
Die Druckplattenhebel, die Löcher für übergroße Nadellager haben, sind mit Farbe markiert, um sie während des Montagevorgangs mit Fingern mit vergrößertem Durchmesser zu montieren.
Die Gabel des Kupplungskorbhebels ZIL-130 besteht aus Stahl 45. Die Gabel wird bei Vorhandensein von Rissen jeglicher Art und Stelle sowie bei Bruch der Gabelbefestigungslaschen zurückgewiesen.
Bei Vorhandensein von Kerben und Graten wird die Gabel des Kupplungsausrückhebels in einen Schraubstock mit weichen Schwämmen eingespannt und die behandelten Oberflächen mit einer Feile gereinigt. Ein abgerissener oder auf zwei Fäden verschlissener Faden wird mit einem Gewindebohrer eingetrieben.
Wenn die Fingerlöcher in den Laschen verschlissen sind, wird die Gabel in einen Schraubstock mit weichen Backen eingespannt und zwei Löcher in einer Linie auf einen Durchmesser von 8,4 + 0,058 mm eingesetzt, was der ersten Reparaturgröße entspricht.
Gabeln mit übergroßen Löchern sind mit Farbe markiert, um einen Finger während der Montage aufzunehmen
vergrößerter Durchmesser.
Kupplungsbaugruppe ZIL-130
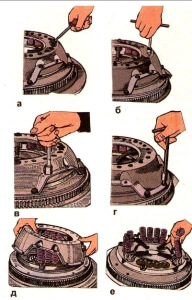
Vor der Montage müssen die Kupplungsteile ZIL-130 entsprechend der Größe der Löcher in der Gabel und der Druckplatte für den Stift und die Finger im Durchmesser vervollständigt werden.Um die Kupplung zu montieren, wird eine Druckplatte auf dem Ständer installiert.
Die zuvor mit Öl geschmierten Nadeln 19 (Abb. 4) des Nadellagers werden zusammen mit einer technologischen Kugel mit einem Durchmesser von 8,8 - 9,5 mm aus weichem, ölbeständigem Gummi in die Löcher des Kupplungsausrückhebels eingeführt. Ebenso die Nadeln des Nadellagers in das zweite Loch des Hebels einführen.
Dann wird das Loch der Stützgabel 17 mit dem Loch des Hebels 18 ausgerichtet, während der sphärische Vorsprung des inneren Endes des Hebels 18 in eine Richtung mit dem Gewindeende der Gabel gerichtet wird. Wenn der kurze Stift 16 in die fluchtenden Löcher eingeführt wird, wird der Gummiwulst ausgeworfen. Der eingeführte Finger wird gepinnt.
Reis. 4. Teile der Kupplungsbaugruppe ZIL-130
1 – Druckplatte (Korb); 2 - angetriebene Scheibe; 3 - Reibbeläge; 4 — die Feder der elastischen Kupplung des Dämpfers; 5 – Federbasisplatte; 6— Reibungsdämpfer aus Stahlplatten; 7 - Scheibenreibungsdämpfer; 8 – Ölabweiser; 9 – Nabe; 10 - wärmeisolierende Unterlegscheiben; 11 - Druckfeder; 12 – Druckplattenschraube; 13 – Druckplatte; 14 – Einstellmutter; 15 - Kupplungsdeckel; 16 und 20 – Gabel- und Hebelfinger; 17 - Stützgabel; 18 - Kupplungsausrückhebel; 19 - Nadeln eines Nadellagers; 20 - Finger
Wenn keine Gummikugeln vorhanden sind, werden die Rollenlagernadeln mit einer Fettschicht montiert, die auf die Oberfläche der Löcher aufgetragen wird. Die Rollen werden nach dem Zusammenbau des Hebels mit der Gabel in das zweite Loch eingesetzt. Um den Hebel 18 (Fig. 4) zum Ausschalten der Kupplung in der Nut des Druckplattenhalters anzubringen, werden die Löcher im Hebel und im Halter kombiniert.
Nach dem Einführen eines langen Fingers 20 in die ausgerichteten Löcher wird der technologische Gummiball herausgedrückt und der Finger 20 verkeilt.Die restlichen Hebel werden auf die gleiche Weise installiert.
Dann werden wärmeisolierende Unterlegscheiben 10 und Druckfedern 11 auf den Leisten des Kupplungskorbs ZIL-130 installiert.Das Kupplungsgehäuse 15 wird auf die Federn 11 aufgebracht, wobei die Gewindeenden der Stützgabeln 17 in die Öffnungen des Gehäuses geführt werden fünfzehn.
Auf die Gewindeenden der Stützgabeln werden technologische Kappen aufgesetzt, um eine Beschädigung des Gewindes bei späteren Montagevorgängen zu vermeiden. Technologische Führungsdorne werden in die Flanschlöcher des Kupplungsgehäuses eingeführt und die Federn 11 werden durch Drücken auf das Kupplungsgehäuse 15 zusammengedrückt.
Nachdem die technologischen Führungsdorne herausgenommen und die technologischen Kappen von den Gewindeenden der Gabeln 17 entfernt wurden, werden die Buchsen in die geformten Löcher der gepaarten Federplatten eingebaut, die Schrauben zum Befestigen dieser Platten werden eingeschraubt, die festgezogen werden ein Drehmomentschlüssel mit einem Drehmoment von 1,0-1,5 kgm. Nach dem Anziehen werden alle Schrauben gesichert, indem die dünne Schulter der Buchse auf die Kante des Schraubenkopfes gebogen wird.
Einstellmuttern 14 werden mit einem Einstellschlüssel auf die Gewindeenden der Gabeln 17 geschraubt, bis das Ende der Mutter mit dem Ende des Gewindeendes der Gabel 17 zusammenfällt.
Klemmplatten 13 werden mit Einstellmuttern an den Gabeln montiert, Klemmschrauben 12 werden von Hand eingeschraubt und mit einem Steckschlüssel angezogen, bis die Platten 13 im Gehäuse 15 stoppen. Die Position der Hebel relativ zur ZIL-130-Kupplung Korb wird über eine Anzeigevorrichtung eingestellt.
Drehen Sie die Einstellmuttern mit einem Schraubenschlüssel und stellen Sie alle Hebel so ein, dass bei einer Größe von 9,7-9,9 mm zwischen dem Ende des Gehäuses und dem Ende der Druckplattenebene die Größe von 39,7-40,7 mm dazwischen eingestellt wird das Ende des Korbes und das tragende Fünftel der Hebel.
Die Enden der Hebel müssen mit einer Genauigkeit von 0,5 mm in einer Ebene parallel zur Arbeitsfläche der Druckplatte liegen.
Nach dem Einstellen der ZIL-130-Kupplung werden die Schrauben zur Befestigung der Stützplatten mit einem Drehmomentschlüssel angezogen und mit weichem Stahldraht mit einem Durchmesser von 1,0 mm verkeilt.
Um ein spontanes Herausdrehen zu verhindern, ist die Gewindeverbindung der Einstellmutter mit dem Gewindeende der Gabel gestanzt.
Der letzte Arbeitsgang ist das statische Auswuchten der Druckplattenanordnung mit dem Gehäuse auf der Auswuchtvorrichtung. Bei einem Unwuchtwert von mehr als 50 Gcm werden Löcher in die Noppen mit einem Bohrer Ø 13,7 mm bis zu einer Tiefe von nicht mehr als 23 mm gebohrt. Befestigungslöcher sind markiert.
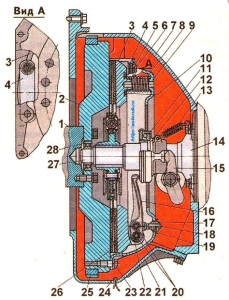
Kupplung (Abb. 35) Einscheibentrocken, eingebaut in ein gusseisernes Kurbelgehäuse 7. Der Kupplungsdeckel 9 ist mit acht Zentrier- (Spezial-) Schrauben 23 am Schwungrad 2 der Kurbelwelle 1 befestigt. Die Kupplungsdruckkraft wird durch sechzehn Federn erzeugt zwischen Kupplungsdeckel 9 und Druckplatte 3 eingebaut. Wärmedämmringe werden von der Seite der Druckplatte unter die Federn gelegt.
Die Drehmomentübertragung vom Gehäuse 9 der Kupplung auf die Abtriebsscheibe erfolgt über die Druckscheibe 3 durch vier Federtellerpaare 4.
Die Schaltvorrichtung besteht aus vier Hebeln 16, die über Finger 20 mit der Druckplatte und der Gabel 18 verbunden sind. Zwischen den Fingern 20 und dem Hebel 16 sind Nadelrollen 22 angeordnet.
Die Position der Kupplungsausrückhebel 16 wird durch Muttern 17 eingestellt, die nach der Einstellung gestanzt werden.
Während des Betriebs des Autos wird die Position dieser Hebel nicht reguliert.
Die Kupplungsmitnehmerscheibe (Abb. 36) ist aus Stahl, mit Reibbelägen, hat einen Torsionsschwingungsdämpfer (Dämpfer) vom Reibungstyp (mit trockener Reibung von Stahl auf Stahl). Die elastische Tilgerkupplung besteht aus acht gleichmäßig am Umfang verteilten Federn 2 .
Die angetriebene Scheibe ist ausgewuchtet. Das Auswuchten erfolgt durch Anbringen von Auswuchtplatten 10 an der Abtriebsscheibe.
Um die Kupplung auszurücken, wird ein Drucklager 11 (Fig. 35) verwendet, das an der Kupplung 12 des Lagers angebracht ist. Das Lager 11 wird werkseitig geschmiert und wird während des Betriebs und der Reparatur nicht hinzugefügt. Bei der Reparatur der Kupplung sollte das Lager bei Bedarf durch ein neues ersetzt werden.
Bei richtig eingestelltem Kupplungsantrieb sollte das Spiel zwischen Hebel 16 und Kupplungsausrücklager 3-4 mm betragen.
Um die Kupplung auszurücken, wird ein Fußpedal verwendet, das an einer Halterung angebracht ist, die am linken Längsträger des Fahrzeugrahmens angebracht ist. Das untere Ende des Pedals ist durch eine einstellbare Stange 5 (Abb. 37) mit dem Hebel 3 der Kupplungsausrückgabel verbunden.Der Pedalweg ist auf den Kabinenboden begrenzt.
Eine richtig eingestellte Kupplung sollte in der Aus-Stellung nicht durchrutschen, und wenn Sie das Pedal treten, sollte sie vollständig ausschalten (sie sollte nicht „führen“). Der Leerweg des Kupplungspedals sollte 35-50 mm und der volle Weg mindestens 180 mm betragen.
Durch den Verschleiß der Reibbeläge verringert sich der Leerweg des Kupplungspedals, wodurch die Kupplung rutscht. Dies führt zu schnellem Verschleiß der Abtriebsscheibe und des Kupplungsausrücklagers. Bei zu großem Spiel (über 50 mm), wenn Sie das Pedal bis zum Anschlag durchtreten, trennt die Kupplung nicht vollständig. In diesem Fall verschleißt die angetriebene Scheibe schnell und das Schalten wird schwierig.
Das Pedalspiel muss in folgender Reihenfolge eingestellt werden:
1. Kontermutter 1 einstellen.
2. Stellen Sie den Leerweg des Kupplungspedals ein, indem Sie die sphärische Einstellmutter 2 drehen; um das Spiel des Pedals zu verringern, sollte die Kugelmutter auf die Stange 5 geschraubt werden, und um das Spiel zu vergrößern, sollte sie von der Stange gerollt werden.
4. Starten Sie nach der Einstellung den Motor und prüfen Sie die korrekte Funktion der Kupplung.
Die Sorgfalt besteht darin, den Kupplungsantrieb einzustellen, von Verschmutzungen zu reinigen, alle Schraubverbindungen rechtzeitig nachzuziehen, die Ausrückgabel und die Pedalwelle gemäß Schmiertabelle zu schmieren.
Das vordere Lager 30 (Bild 35) der Getriebeeingangswelle wird ständig mit Schmierstoff versorgt, der beim Lagerhersteller eingefüllt wird. Eine regelmäßige Schmierung ist während des Betriebs nicht erforderlich. Bei Reparaturarbeiten muss das Lager ggf. durch ein neues ersetzt werden.
Das Anziehen der Schrauben, mit denen das Kupplungsgehäuse am Zylinderblock befestigt ist, muss sorgfältig überwacht werden. Das Anzugsdrehmoment der Schrauben sollte 8-10 kgf-m (80-100 Nm) betragen. Schrauben müssen gleichmäßig, gleichmäßig und über Kreuz angezogen werden.
Illustrationen für den Abschnitt 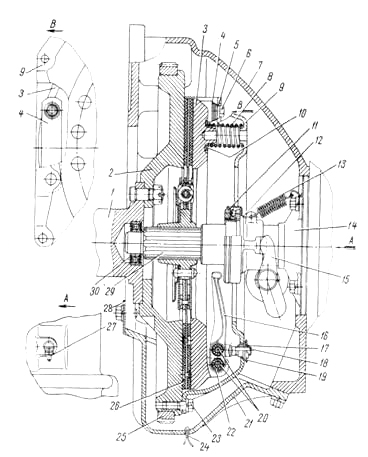
Reis. 35. Kupplung
1 - Kurbelwelle; 2 - Schwungrad; 3 - Druckplatte; 4 - Federteller; 5 - Buchse der Federteller; 6 – der Bolzen der Befestigung der Platten; 7 - Kupplungsgehäuse; 8 - Druckfeder; 9 - Gehäuse; 10 - wärmeisolierende Unterlegscheibe der Druckfeder; 11 - Drucklager; 12- Kupplung; 13 – Kupplungsfeder; 14 - Führungshülse; 15 - Kupplungsausrückgabel; 16-Kupplungsausrückhebel; 17 - Einstellgabelmutter; 18 - Gabel; 19- Grundplatte der Einstellmutter; 20- Finger; 21 - Kurbelgehäusedeckel; 22 - Rollen; 23 – der Bolzen der Befestigung des Mantels der Kupplung zum Schwungrad, 24 – der Splint; 25 - Schwungradkrone; 26 - angetriebene Scheibe; 27 - Öler zum Schmieren der Kupplungsausrückgabel; 28 - Schild; 29 - die Antriebswelle des Getriebes; 30 - vorderes Lager der Antriebswelle des Getriebes 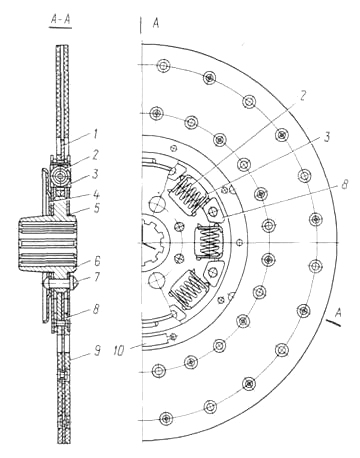
Reis. 36. Kupplungsscheibe
1 - angetriebene Scheibe; 2 - Feder des Torsionsschwingungsdämpfers (Dämpfer); 3 - Grundplatte; 4 - Ölabweiser; 5 – Absorberscheibe; 6 – die Nabe der getriebenen Disc; 7 - Niet; 8 – Reibbelag des Dämpfers; 9 - Reibbelag der angetriebenen Scheibe; 10 - Ausgleichsplatte 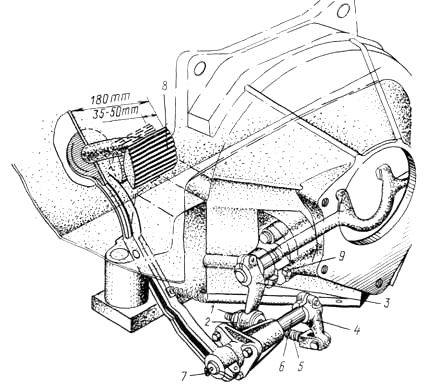
Reis. 37. Kupplungsantrieb
1-Kontermutter - 2 - Kugelmutter; 3 – der Hebel der Gabel der Ausschaltung der Kupplung; 4 - Zwischenhebel; 5 - Schub; 6 - Pedalwelle; 7 - Öler zum Schmieren der Pedalwellenbuchsen
8 - Pedal; 9 - Öler zum Schmieren der Buchsen der Kupplungsausrückgabel
Bevor ich mich speziell mit der Kupplung Zil 130 befasse, möchte ich ein paar Worte zum Auto selbst sagen. Zil 130 ist der legendäre sowjetische Lastwagen, einfach und unprätentiös. Die erste Serie von Autos wurde bereits 1962 produziert, aber noch heute kann man diese dienstbaren Arbeiter auf den Straßen von Städten und Dörfern treffen. Sie haben keine Angst vor schlechten Straßen und minderwertigem Kraftstoff. Außerdem können sie auf der Autobahn Geschwindigkeiten von bis zu 100 Kilometern pro Stunde erreichen. Unter den Mängeln des Modells ist vielleicht der hohe Kraftstoffverbrauch zu erwähnen, der 30 Liter pro hundert Kilometer erreichen kann.
Bei richtiger Pflege und rechtzeitiger Wartung kann Zil 130 jahrzehntelang problemlos arbeiten. Dafür gibt es lebende Beispiele. Es ist jedoch wünschenswert, dass jeder Besitzer dieses Flurförderzeugs mit seinem Gerät vertraut ist, um einige der erforderlichen Arbeiten selbst ausführen zu können. Zum Beispiel müssen Sie wissen, wie man die Kupplung Zil 130 einstellt.Sehen wir uns zunächst an, wie sie funktioniert.
Die Kupplung des LKW Zil 130 kann wie folgt beschrieben werden:
Es befindet sich in einem gusseisernen Kurbelgehäuse, das am Motor befestigt ist. Sein Gehäuse ist mit acht Zentrierschrauben am Schwungrad der Kurbelwelle befestigt. Die Anpresskraft wird durch sechzehn Federn erzeugt, die zwischen dem Kupplungsdeckel und seiner Druckplatte eingebaut sind. Darunter befinden sich spezielle wärmeisolierende Unterlegscheiben. Sie sind in der Lage, die Erwärmung der Federn zu reduzieren. Dank dieser Unterlegscheiben wird der Verlust der elastischen Eigenschaften durch Erwärmung durch die Federn ausgeschlossen. Die Drehmomentübertragung vom Gehäuse auf die Abtriebsscheibe erfolgt über eine Druckplatte und vier Federtellerpaare. Die Kupplungsausrückvorrichtung besteht aus vier Hebeln, die mit den Fingern mit der Gabel und der Druckplatte verbunden sind. Nadelrollen sind zwischen diesen Fingern und jedem Hebel angeordnet. Als Stützen für die Gabeln werden Kugelmuttern verwendet. Sie lassen die Gabeln schwingen, wenn die Druckplatte bewegt wird.
In der Ausrückkupplung befindet sich ein Ausrücklager, das nicht trennbar ist. Daher kann während des Betriebs die Ölmenge in diesem Lager nicht nachgefüllt werden. Die Kupplungsscheibe besteht aus Stahl und hat Reibbeläge aus gepresster Metall-Asbest-Mischung. Zum Ausrücken der Kupplung wird ein Pedal mit einer in der Halterung montierten Welle verwendet. Der Weg dieses Pedals begrenzt den Boden in der Kabine des Lastkraftwagens.
Damit die Kupplung immer zuverlässig arbeitet, muss sie regelmäßig nachgestellt werden. Von Zeit zu Zeit müssen Zil 130-Lkw-Besitzer das Spiel des Kupplungspedals sowie die Position der Hebel zum Ausschalten einstellen. Das Pedalspiel wird mit einer Einstellmutter eingestellt. Der Spalt zwischen dem Ausrücklager und den Kupplungsausrückhebeln muss eineinhalb bis drei Millimeter betragen. In diesem Fall beträgt das freie Spiel des Kupplungspedals fünfunddreißig bis fünfzig Millimeter. Eine solche Einstellung gewährleistet das vollständige Ein- und Ausrücken der Kupplung des Staplers Zil 130. Wenn der Spalt zwischen dem Ausrücklager und den Ausrückhebeln weniger als anderthalb Millimeter beträgt, dann berührt das Ausrücklager die Ausrückhebel von Zeit zu Zeit. Damit einher geht Kupplungsschlupf und dadurch erhöhter Verschleiß der Lager selbst sowie der Ausrückhebel und Reibbeläge.
Lkw-Kupplungsausrückhebel werden bei der Kupplungsmontage oder -reparatur mit speziellen Kugelmuttern eingestellt. Eine solche Einstellung ist erforderlich, um eine sanfte, verzerrungsfreie Bewegung der Druckplatte während des Ausrückens der Kupplung zu ermöglichen. Wird sie vernachlässigt, bewegt sich die Druckplatte ungleichmäßig von der Abtriebsscheibe weg. Infolgedessen tritt ein erhöhter Verschleiß der gesamten Baugruppe auf, was zu einem vorzeitigen Ausfall führt.
Die Kupplung des Zil 130-Lastwagens schaltet möglicherweise nicht vollständig ab, wenn die angetriebene Scheibe schief oder verzogen ist und auch wenn zwischen den Scheiben ein ungleichmäßiger Abstand besteht. Meistens tritt ein solches Ärgernis aufgrund von Überhitzung durch längeres Ausrutschen auf. Dieses Problem kann einfach durch den Austausch verzogener Scheiben gelöst werden. Werden die Reibbeläge zerstört, können sie einen Keil zwischen An- und Abtriebsscheibe bilden. Infolgedessen wird die Kupplung nicht vollständig ausgerückt. In diesem Fall sollten Sie die Baugruppe zerlegen und die Reibbeläge wechseln. Wenn die Kupplung ausgerückt ist und die Druckplatte die angetriebene Scheibe immer noch leicht berührt, muss die Position der Ausrückhebel angepasst werden.
Wenn das Auto mit einem Ruck anfährt, ist diese Fehlfunktion höchstwahrscheinlich mit einem Blockieren der Abschaltkupplung verbunden, die sich am Lagerdeckel der Eingangswelle befindet. Dies liegt daran, dass sich die Kupplung beim Loslassen des Kupplungspedals ungleichmäßig bewegt, zuerst klemmt und dann stark ruckelt. Außerdem kann die Kupplung durch verzogene Lamellen schlagartig einschalten. In diesem Fall müssen sie ersetzt werden, um das Problem zu beheben.
Damit der Lkw Zil 130 so selten wie möglich repariert werden muss, müssen einige einfache Regeln eingehalten werden. Sie können sowohl im ersten als auch im zweiten Gang losfahren. Das Kupplungspedal muss möglichst sanft losgelassen werden. Beim Parken mit laufendem Motor den Fuß nicht auf dem Pedal lassen. Lassen Sie das Pedal während der Fahrt auch nicht teilweise gedrückt. Dies führt zu vorzeitigem Verschleiß und frühzeitigem Ausfall der gesamten Anordnung. Fahren oder schalten Sie nicht bei hohen Motordrehzahlen. Von Zeit zu Zeit müssen die oben beschriebenen Einstellungen vorgenommen werden. Die Einhaltung dieser einfachen Regeln hilft, das Gerät so lange wie möglich in Betrieb zu halten und unvorhergesehene Ausfälle zu vermeiden.

Kupplungselemente ZIL-130:
-
Druckscheibe (Kupplungskorb)
Ausrücklager der Kupplung



Die Kupplungseinstellung kann an der demontierten Druckplatte (z. B. nach Austausch der Kupplungsscheibe oder Austausch der Druckplattenschenkel oder des Ausrücklagers) oder direkt am Fahrzeug durch eine offene Klappe im Schwungrad vorgenommen werden. Ziehen Sie die Möglichkeit in Betracht, das Getriebe und alle Kupplungsteile zu demontieren.

Die Demontage erfolgt an einem Sichtgraben mit einer Spezialwinde zum Ausbau des Getriebes:
- Nach Lösen von 4 (vier) Befestigungsmuttern wird das Getriebe ausgebaut und auf die Palette abgesenkt.
- Lösen Sie nun 8 (acht) Schrauben, mit denen die Druckplatte am Motorschwungrad befestigt ist.
- Entfernen Sie vorsichtig die angetriebene Scheibe (die zwischen dem Schwungrad und dem Korb eingeklemmt ist) und entfernen Sie die Druckscheibe.
- Fehlersuche aller Kupplungsteile wird durchgeführt.
- Das Ausrücklager wird überprüft - es sollte sich leicht drehen lassen, ohne Nebengeräusche zu machen.
- Sehen Sie sich die Arbeitsfläche der Druckplattenbeine an. Bestimmen Sie die Dicke der Reibbeläge der Mitnehmerscheibe.
Wenn alle Teile aussortiert und durch neue ersetzt sind, müssen die vier Hebel der Druckplatte, oder, wie sie einfach genannt werden, die „Beine“ des Kupplungskorbs eingestellt werden. Dies erfordert eine flache Platte, die als Ersatzschwungrad des ZIL-130-Motors verwendet wird. Wenn es keine gibt, müssen Sie es bei der Demontage kaufen.
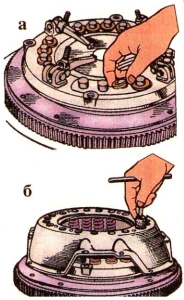
Ohne die zusammengebaute Kupplungsdruckplatte (Korb) vom Hilfsschwungrad (als Halterung verwendet) zu entfernen, muss die Position der Hebel relativ zur Arbeitsfläche der Druckplatte eingestellt werden.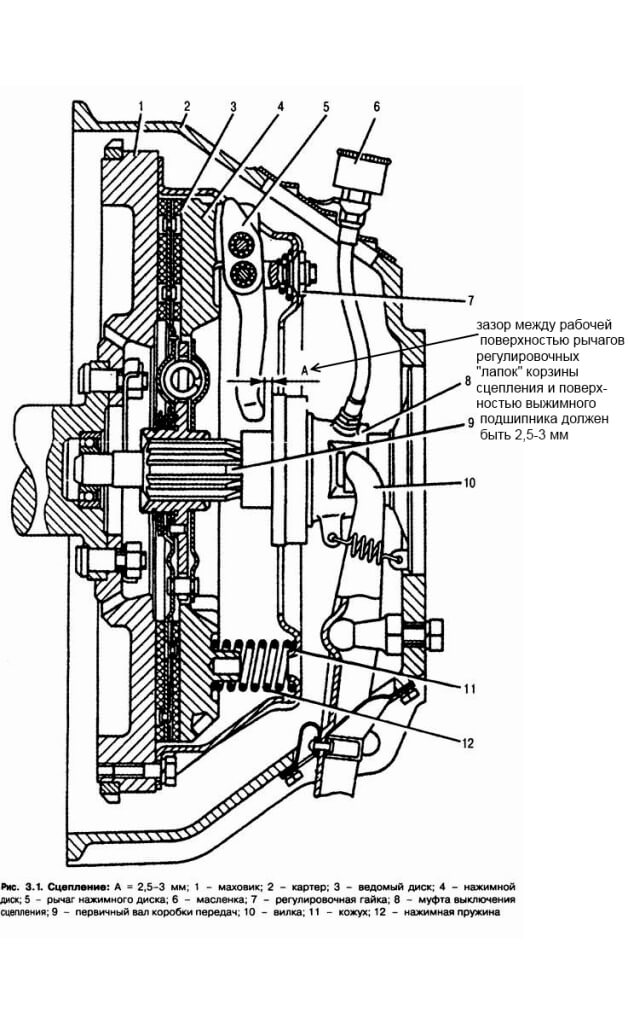
Drehen Sie die Einstellmuttern mit einem Schraubenschlüssel und stellen Sie alle Hebel so ein, dass der Abstand von der Arbeitsfläche der Druckplatte zu den Spitzen der kugelförmigen Vorsprünge an den inneren Enden der Hebel innerhalb von 39,7 bis 40,7 mm lag. In diesem Fall müssen die Enden der Hebel in einer Ebene parallel zur Arbeitsfläche der Druckplatte mit einer Genauigkeit von höchstens 0,5 mm liegen.
Wenn die Kupplungsdruckplatte in der Nachstellvorrichtung montiert ist, sollte die Hebeleinstellung mit Hilfe der Kontrollplatte wie in Abb. 1, b. In diesem Fall müssen die kugelförmigen Vorsprünge der Hebel die Steuerplatte 2 berühren, die an der Nabe des Geräts 1 installiert ist.
Nach dem Einstellen der Kupplung müssen die Schrauben der Stützplatten festgezogen werden (Anzugsdrehmoment 1,0-1,5 kgm). Dann Splintbolzen (Achter) mit weichgeglühtem Stahldraht von 1 mm Durchmesser.
Zentrieren Sie die Gewindeverbindung der Einstellmutter mit dem Gewindeende der Gabel an einem Punkt.
Lösen Sie die Schrauben, mit denen das Gehäuse am Hilfsschwungrad befestigt ist, und entfernen Sie die Druckplattenbaugruppe mit dem Gehäuse.Lösen Sie in diesem Fall nach und nach alle Schrauben, um eine Verformung des Kupplungsdeckels zu vermeiden.
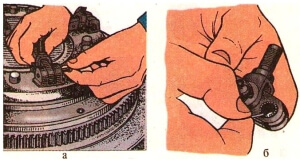
So sieht der Stellhebel oder vereinfacht der Fuß der Druckplatte ZIL 130 aus:

Montage der Druckplatte (Korb)

Es ist möglich, die Ausrückhebel einzustellen, ohne den Kupplungskorb vom Schwungrad des Autos zu entfernen.
Beim Ausbau der Kupplung müssen die Schrauben gelöst werden, mit denen das Getriebe am Kupplungsgehäuse befestigt ist, das Getriebe vom Kurbelgehäuse getrennt und entfernt werden.
- Lösen Sie die Schrauben, mit denen der Kupplungsgehäusedeckel befestigt ist, und entfernen Sie ihn;
- Lösen Sie die Schrauben, mit denen die untere Abdeckung des Kupplungsgehäuses befestigt ist, und entfernen Sie die Abdeckung.
- Lösen Sie die Kupplungsschraube des Hebels an der Gabelwelle, entfernen Sie den Hebel und entfernen Sie den Schlüssel;
- Lösen Sie die beiden Schrauben, mit denen der Flansch der Buchse befestigt ist, und entfernen Sie ihn;
- Entfernen Sie die Kupplungsausrückgabel, nachdem Sie sie nach links bewegt und nach unten gekippt haben.
Die Kupplungsbaugruppe mit der Kurbelwelle wird werkseitig dynamisch ausgewuchtet. Um das Gleichgewicht zu halten, müssen vor dem Entfernen der Kupplung vom Schwungrad Markierungen auf dem Schwungrad und dem Druckplattengehäuse angebracht werden. Auf diese Weise können Sie sie während der Montage in derselben Position installieren, ohne die Werksbalance zu verletzen.
Lösen Sie die Schrauben, mit denen das Druckplattengehäuse am Schwungrad befestigt ist. Wenn Sie die Bytes abschrauben, müssen Sie das Schwungrad konsequent drehen. Die Schrauben müssen schrittweise gelöst werden, um eine Verformung des Gehäuses zu vermeiden.
Entfernen Sie die Druckplattenbaugruppe, entfernen Sie die Kupplungsscheibe.
Demontage der Druckplatte. Vor Beginn der Demontage ist es notwendig, die relative Position aller Kupplungsteile zu markieren. Um die Druckplatte zu demontieren, müssen Sie ein Hilfsschwungrad und eine 9,8 mm dicke Stahlplatte verwenden. angetriebene Ersatzscheibe. Anstelle der Stahlscheibe kann auch jeder starre Abstandshalter der angegebenen Größe verwendet werden. Bei Bedarf können verschiedene Vorrichtungen mit Schnellspannern zur Demontage der Druckplatte verwendet werden, jedoch mit der obligatorischen Installation des Druckplattengehäuses auf acht Zentrierstiften oder -bolzen und anschließendem Drücken des Gehäuses mit seinen Pfoten.
Um die Kupplungsdruckplatte zu demontieren, muss das Schwungrad auf einer Werkbank montiert, eine Stahlscheibe auf die Arbeitsfläche des Schwungrads gelegt, die Druckscheibenbaugruppe mit dem darauf befindlichen Gehäuse montiert und mit zentrierenden Langbolzen am Schwungrad befestigt werden . Die Schrauben sollten 10-12 mm länger sein als normale Gehäusebefestigungsschrauben.
Es wird empfohlen, die Druckplatte in der folgenden Reihenfolge zu demontieren. Lösen Sie die Schrauben, mit denen die Stützplatten befestigt sind, schrauben Sie sie ab und entfernen Sie die Platten vom Kupplungsdeckel. Lösen Sie die Einstellmuttern mit einem Spezialschlüssel.
Lösen Sie die Schrauben, mit denen die gepaarten Federplatten befestigt sind, und entfernen Sie die Führungsbuchsen aus den geformten Löchern dieser Platten. Lösen Sie dann nach und nach alle Schrauben, mit denen das Gehäuse am Schwungrad befestigt ist, bis die Druckfedern vollständig entlastet sind, und drehen Sie dann alle diese Schrauben vollständig heraus. Deckel, Druckfedern und Wärmedämmscheiben entfernen.
Markieren Sie die Position jedes Kupplungsausrückhebels relativ zur Druckplatte, lösen und entfernen Sie die Stifte, die die Hebel mit der Druckplatte verbinden, entfernen Sie die Hebel zusammen mit den Stützgabeln, entfernen Sie die Rollen von den Hebelbuchsen. Lösen und entfernen Sie die Stifte, die die Hebel mit den Stützgabeln verbinden, entfernen Sie die Gabeln von den Hebeln und entfernen Sie die Rollen von den Sockeln der Hebel. Entfernen Sie die Druckplatte vom Nebenschwungrad.
In Ermangelung zusätzlicher Langbolzen kann die Druckplatte wie folgt demontiert werden.
Die Druckplattenbaugruppe mit einer 9,8 mm dicken Hilfsplatte aus Stahl am Schwungrad montieren. und mit normalen Schrauben befestigen.
Lösen und lösen Sie die Schrauben, mit denen die Stützplatten befestigt sind, und entfernen Sie die Platten vom Gehäuse. Lösen Sie die Schrauben der gepaarten Federbleche und entfernen Sie die Führungsbuchsen aus den Formlöchern der Bleche.Schrauben Sie die Voreinstellmuttern ab und lassen Sie sie auf den Gabeln (etwa auf halber Höhe des Gewindeteils der Mutter); Lösen Sie dann alle normalen Schrauben, mit denen das Kupplungsgehäuse am Schwungrad befestigt ist, und drücken Sie dann das Gehäuse von Hand, lösen Sie die letzten Einstellmuttern und drehen Sie sie paarweise von gegenüberliegenden Seiten des Gehäuses, bis die Federn vollständig entlastet sind. Danach entfernen: Kupplungsdeckel, Druckfedern, Wärmeschutzscheiben, Kupplungsausrückhebel und Druckplatte vom Schwungrad.
Nach der Demontage der Kupplung ist es notwendig, die Teile in einer Entfettungslösung zu waschen, ihre Eignung zu prüfen und gegebenenfalls die unbrauchbaren Teile durch neue zu ersetzen.
In diesem Artikel werden wir die wichtigsten Details betrachten Kupplung ZIL 130 und wie man die "Korbbeine" einstellt.
So nennen sich Autofahrer und Handwerker "Korb" hat einen offiziellen technischen Namen - Antriebsdruckscheibe. Es ist so ausgelegt, dass es Drehmoment vom Motorschwungrad auf überträgt Kupplungsscheibe. Für den Betrieb der Druckplatte ist der Korb mit einem Gusseisengehäuse ausgestattet, durch das die gesamte Mechanik mit dem Schwungrad verschraubt ist.
Unter dem Gehäuse befinden sich sechzehn Federn. Ihre Bemühungen üben Druck aus. Um die Kupplung zu lösen, hat die Druckplatte vier einziehbare Hebel (im Fachjargon „Pfoten“).
Eine Stahlscheibe mit beidseitigen Reibbelägen (im Fachjargon „feredo“ von dem Wort ferodo, bezeichnet einen reibungsbeständigen Verbundwerkstoff). Die Beläge sind mit Nieten befestigt. Wenn eine Halterung und austauschbare Feredos vorhanden sind, können diese ausgetauscht werden, um die Leistung der Scheibe wiederherzustellen.Das Foto unten zeigt die Dicke der Reibbeläge auf der neuen Scheibe.
Während des Betriebs wird die Platte aufgrund von Reibung und thermischer Überlastung gelöscht und unbrauchbar. Auch das Dämpferteil wird beschädigt (die Federn fliegen weg) und die Führungsschlitze verschleißen, und der Stahlboden der Scheibe bricht.
Im mittleren Teil der Scheibe befindet sich ein Dämpfer und ein Loch mit Keilen, die in die Keile der Getriebeeingangswelle passen. Als Dämpfer dient der Dämpferteil mit acht Federn.
Ausrücklager montiert auf einer Kupplung, die beidseitig Anschläge hat. Diese Anschläge ermöglichen es Ihnen, die Kupplung mit dem Lager zu bewegen Kupplungsausrückgabeln. Drücken Sie das Kupplungspedal - Sie bewegen diese Gabel. Sie wiederum bewegt den „Auslöser“ in Richtung „Korb“, wo das Lager an den Ausrückhebeln anliegt. Die Hebel drücken die Antriebsscheibe von der angetriebenen Scheibe weg und die Kupplung kuppelt aus, solange Sie das Kupplungspedal gedrückt halten. Ein detailliertes Kupplungsantriebsdiagramm sowie eine Anleitung zum Einstellen des Kupplungspedalspiels finden Sie in unserem Artikel - Kupplungspedalspiel zil 130 einstellen.
Somit ist die Kupplung ZIL 130 auf einfachste Weise ohne pneumatische hydraulische Verstärker und mit einer angetriebenen Scheibe aufgebaut. (Zum Beispiel werden bei KamAZ, MAZ und KrAZ zwei angetriebene Scheiben verwendet, zwischen denen eine Zwischenplatte installiert ist, und die Auslösekraft wird mit Hilfe eines CCGT erhöht).
Am bequemsten ist die Demontage an einem Sichtgraben mit einer speziellen Seilwinde zum Abziehen des Getriebes. Vorgehen beim Abbau:
- Lösen Sie die vier Muttern, mit denen das Getriebe an der Motorabdeckung befestigt ist.
- Entfernen Sie sich vom Motor, ziehen Sie das Getriebe von den Befestigungsbolzen und lassen Sie es mit einer Winde auf die Palette ab. An der Getriebeeingangswelle befindet sich ein Ausrücklager.
- Lösen Sie die acht Schrauben, mit denen die Druckplatte am Motorschwungrad befestigt ist.
- Entfernen Sie vorsichtig die Druckplatte, während Sie die angetriebene Scheibe (die zwischen dem Schwungrad und dem Korb eingeklemmt ist) festhalten.
Danach können Sie den Zustand der Teile überprüfen: die Arbeitsfläche der Druckplattenklauen, den Verschleiß der Reibbeläge der angetriebenen Scheibe beurteilen. Ein funktionierendes Ausrücklager sollte sich leicht drehen lassen, ohne Nebengeräusche zu machen.
Die Einstellung der Korbbeine erfolgt nach der Reparatur oder dem Austausch der oben besprochenen Kupplungselemente.Ein zuverlässiger und dauerhafter Betrieb der Kupplung hängt von korrekt freigelegten Hebeln ab. Die Hauptaufgabe besteht darin, die Arbeitsfläche der Hebel in einem bestimmten Abstand von der Druckplatte und immer in derselben Ebene zu finden, um Verzerrungen zu vermeiden.
Zur Einstellung benötigen Sie ein Hilfsschwungrad, das bei der Demontage erworben werden kann.
Ohne die zusammengebaute Kupplungsdruckplatte (Korb) vom Hilfsschwungrad (als Halterung verwendet) zu entfernen, muss die Position der Hebel relativ zur Arbeitsfläche der Druckplatte eingestellt werden.
Drehen Sie die Einstellmuttern mit einem Schraubenschlüssel und stellen Sie alle Hebel in eine solche Position, dass Abstand von der Arbeitsfläche der Druckplatte zu den Spitzen der kugelförmigen Vorsprünge an den inneren Enden der Hebel war drinnen 39,7–40,7 mm. In diesem Fall müssen die Enden der Hebel in einer Ebene parallel zur Arbeitsfläche der Druckplatte mit einer Genauigkeit von höchstens 0,5 mm liegen.
Nach dem Einstellen der Kupplung müssen die Schrauben der Stützplatten festgezogen werden (Anzugsdrehmoment 1,0-1,5 kgm). Dann Splintbolzen (Achter) mit weichgeglühtem Stahldraht von 1 mm Durchmesser.
| Video (zum Abspielen klicken). |
Zentrieren Sie die Gewindeverbindung der Einstellmutter mit dem Gewindeende der Gabel an einem Punkt.
Lösen Sie die Schrauben, mit denen das Gehäuse am Hilfsschwungrad befestigt ist, und entfernen Sie die Druckplattenbaugruppe mit dem Gehäuse. Lösen Sie in diesem Fall nach und nach alle Schrauben, um eine Verformung des Kupplungsdeckels zu vermeiden.














