
Im Detail: Pflugschar-Reparatur zum Selbermachen von einem echten Meister für die Website my.housecope.com.
Die Hauptarbeitsteile des Pfluges (Fig. 123) sind der Körper, bestehend aus einem Schar 6, einem Schar 1, einem Ackerbrett 7 und einem Gestell 2, einem Verzug 3, einem Vorschäler 5, einem Messer 4 und einem Boden- Baggeranteil 8.
Stumpfheit der Pflugschar sowie Abnutzung oder Verformung von Schar, Vorschäler, Messer oder Ackerbrett erhöht den Zugwiderstand des Pfluges, führt zu übermäßigem Kraftstoffverbrauch, verschlechtert die Qualität des Nahtumschlags, dessen Zerbröckeln und Einarbeiten von Pflanzenrückstände.
Reis. 123. Arbeitskörper des Pfluges, montiert auf seinem Rahmen
In Pflügen werden zwei Arten von Pflugscharen verwendet:
trapezförmig - mit gerader Schneide (Abb. 124, a) und Meißel - mit verdickter und nach unten gebogener Spitze (Abb. 124, b).
Pflugscharen werden aus langlebigem und verschleißfestem Stahl der Güteklasse L65 hergestellt und zur Erhöhung der Verschleißfestigkeit wärmebehandelt. Allerdings sind die Arbeitsbedingungen im Boden so schwierig, dass die Pflugscharen schnell verschleißen. Wenn die Pflugschar abgenutzt ist, wird die Klinge stumpf und die Form der Nase ändert sich. In Abb. 125 Kreuzlinien markieren die Kanten der abgenutzten trapez- und meißelförmigen Klingen. Wenn die Klinge stumpf wird, nimmt ihre Dicke zu und auf ihrer Rückseite bildet sich eine Faoca (Hinterkopf). Wenn die Pflugscharen abgenutzt sind, verschlechtert sich die Pflugleistung, dh die Pflugscharen verlieren ihre Fähigkeit, tief in den Boden einzudringen, und die Stabilität des Pfluges wird gestört. Die Pflugschar muss repariert werden, wenn ihre Breite um 10 mm gegenüber der Breite der neuen Trapezschar reduziert wird oder wenn die Länge der Spitze um 25 mm gegenüber der Länge der Spitze der neuen Meißelschar reduziert wird.
| Video (zum Abspielen anklicken). |
Die Reparatur von Pflugscharen beschränkt sich auf das Zurückziehen der Klinge, das Schärfen und die Wärmebehandlung. Die Reparatur von Pflugscharen wird durchgeführt, um ihre Größe und Form wiederherzustellen und ihnen Haltbarkeit zu verleihen.
Der Pflugscharabschnitt hat eine Verdickung - einen Metallvorrat, der als "Lager" bezeichnet wird. Bei der Reparatur einer abgenutzten Pflugschar wird ihre Form von einem Schmied auf Kosten eines Metallvorrats im "Laden" wiederhergestellt. Das Abziehen der Pflugschar erfolgt manuell, meist in mehreren Durchgängen, da der Schmied keine Zeit hat, die gesamte Pflugschar in einem Durchgang abzuziehen. Beim manuellen Ziehen der Schare muss immer versucht werden, die Erwärmung zu reduzieren, da bei wiederholtem Erwärmen Fälle von Metallausbrennen möglich sind.
Die Nachbearbeitung des Schars an einem Hebel oder einem anderen mechanischen Schmiedehammer erfolgt in der Regel in zwei Schritten. Dabei muss die Länge des beheizten Teils der Schare jeweils die Hälfte der Schare geringfügig überschreiten.
Um den Wärmeverlust zu reduzieren und ein Ausbrennen von Kohlenstoff aus der Randschicht des Metalls zu verhindern, wird der nicht erhitzte Teil der Schar mit frischer Kohle belegt.
Das Schmiedestück einer abgenutzten Schar wird in der folgenden Reihenfolge hergestellt. Die Pflugschar wird flach in die Schmiede gelegt, so dass sie von der Seite der Klinge auf eine Breite von 60-80 mm erhitzt wird; der Rest, der nicht geheizt werden muss, wird mit frischer Kohle bedeckt. Die Schare für die Expressschlinge muss zunächst langsam erwärmt werden, bis
Lumineszenz, dh bis zu 500-600°. Es ist nicht möglich, die Schar direkt auf Schmiedetemperatur zu erhitzen, um Rissbildung zu vermeiden. Sobald die Pflugschar auf 500-600 ° erhitzt ist, wird die Aufheizrate erhöht und die Temperatur auf 850-1200 ° (bis hin zu hellroten und orangefarbenen Hitzefarben) gebracht.
Reis. 124. Pflugscharen: a - trapezförmig, b - Meißel
Reis. 125. Die Form abgenutzter Pflugscharen: a - trapezförmig, b - Meißel
Die erhitzte Pflugschar wird aus der Schmiede genommen, mit der Vorderseite auf den Amboss gelegt und von der Rückseite wird der Metallvorrat mit häufigen Schlägen der Feststellbremse oder des Hammers aus dem "Lager" zerstreut.Eine Pflugschar aus Stahlsorte L65 kann nur bei Temperaturen über 800° gezogen (geschmiedet) werden. Das Ziehen wird beendet, wenn die Pflugschar unter 800° abkühlt (mit einer kirschroten Hitze) und wird nach dem Wiedererhitzen wieder aufgenommen. Der gezogene Teil der Pflugschar wird auf dem Amboss mit einer Kelle über die gesamte Länge des Schneidteils gebügelt, so dass die Dicke der Klinge 1–2 mm beträgt, dann werden die durch Hammerschläge gebildeten Unregelmäßigkeiten entfernt.
Beim Ziehen werden Form und Größe der Pflugschar mit einer Schablone überprüft (Abb. 121, a). Bei der gezogenen Schar sind Maßabweichungen gegenüber der Neuen zulässig: in der Länge um ± 15 mm, in der Breite um + 4 mm.
Die Pflugschar wird nach dem Ziehen und Bügeln im noch erhitzten Zustand in einen Schlosserschraubstock eingespannt und die Klinge mit einer Feile geschärft. Anschließend wird die abgekühlte Pflugschar von der Vorderseite auf einem Naphtha-Schärfer geschärft. Nach dem Schärfen sollte die Breite der Klingenkante nicht mehr als 5-6 mm betragen und die Dicke der Klinge sollte innerhalb von 0,5-1 mm liegen. Das Scharmesser sollte nicht dünner als 0,3 mm geschliffen werden, da es sonst im Betrieb schnell verschleißt.
Die Wärmebehandlung des gezogenen Schars besteht aus Härten und Anlassen. Beim Härten werden die Pflugscharen entlang der Schar um etwa ein Drittel ihrer Breite erwärmt. Das Erhitzen im Ofen auf eine Temperatur von 780-820 ° sollte gleichmäßig sein (leichte kirschrote Hitze). Die erhitzte Pflugschar wird im Wasserbad schnell abgekühlt. Die Wassertemperatur im Abschreckbad sollte 30-40 ° betragen. Die Pflugschar wird mit dem Rücken nach unten in die Wanne abgesenkt. Wird das Schar mit der Klinge in das Härtebad getaucht, kann es reißen. Die Pflugschar nicht flach absenken, da sie sich in diesem Fall normalerweise verzieht. Die Pflugschar wird in einem Abschreckbad gehalten, bis das Wasser aufhört zu sieden, dann wird sie aus dem Bad genommen und langsam an der Luft abgekühlt.
Wenn das Meißelschar gehärtet ist, können Risse an der Klinge auftreten. Um dies zu vermeiden, ist es erforderlich, die Übergangsstelle von der Spitze zur Schar bei der beheizten Pflugschar durch 2-3 sek. einen nassen Lappen, erst danach wird die Pflugschar schnell in das Härtebad abgesenkt.
Um die beim Härten auftretende Brüchigkeit der Pflugschar zu verringern, wird diese angelassen. Dazu wird die Pflugschar wieder auf 350° erhitzt (grau verfärbt) und dann langsam an der Luft abgekühlt.
Beim Härten verzieht sich die Pflugschar oft. Die verzogene Pflugschar wird mit Hammerschlägen über den Amboss geführt. Die Schläge auf die Schar sollten vorsichtig und nicht hart ausgeführt werden.
Die Härte des gehärteten Teils der Schar wird mit einer Personalakte überprüft. Die Feile darf keine Spuren auf dem gehärteten Teil der Schar hinterlassen.
In RTS-Reparaturwerkstätten werden Pflugscharen bei der Reparatur mit hochwertigen Elektroden oder einer Charge V-9-Hartlegierung geschweißt. Diese Art der Reparatur von Pflugscharen erhöht deren Lebensdauer. Eine Erhöhung der Verschleißfestigkeit der Pflugscharen wird auch durch das Härten ihrer Deckschicht mit hochfrequenten Strömen erreicht.
Inhaber des Patents RU 2344913:
Die Erfindung betrifft die Landtechnik, insbesondere Verfahren zum Restaurieren von Pflugscharen, und kann zum Restaurieren mit Härten von Pflugscharen von Landmaschinen verwendet werden. Das Verfahren besteht darin, dass auf der Oberfläche der Scharklinge eine Nut angebracht wird, die Nut mit Lot gefüllt wird, Cermet-Platten auf dem Lot angebracht werden, eine zusätzliche Lotschicht und Flussmittel an der Verbindungsstelle der Platten mit aufgetragen werden die senkrechte Kante der Nut. Anschließend werden die Platten erhitzt, bis das Lot schmilzt und die Pflugschar mit den Platten in einem wärmeisolierenden Kollektor mit einer Geschwindigkeit von 4°C/min auf Raumtemperatur abgekühlt. In diesem Fall wird als Lot L63-Lot und als Flussmittel FK-250-Flussmittel verwendet. Die Platten werden durch eine Wasserstoff-Sauerstoff-Flamme des Brenners bei einem Gasgemischdruck von 0,5 MPa und einem Abstand vom Brennerdüsenausgang zur Plattenoberfläche - 50 mm erhitzt. Das technische Ergebnis ist die Erhöhung der Haftfestigkeit der Cermetplatten mit der Pflugschar. 1 Registerkarte.
Die Erfindung bezieht sich auf die Landtechnik, hauptsächlich auf Maschinen zur Bodenbearbeitung, und kann zur Wiederherstellung und Verstärkung von Pflugscharen von Landmaschinen verwendet werden.
Es gibt ein bekanntes Verfahren, um verschleißfeste Messer von Arbeitskörpern von Bodenbearbeitungswerkzeugen durch Verstärken ihrer Messer zu erhalten, die darin besteht, dass ein härteres Metall aufgebracht wird, um eine Welligkeit der Messer zu bilden, die zu ihrer Selbstschärfe führt auf der glatten Oberfläche der Klingen intermittierend und parallel zur Schneide, gefolgt von einer Begrenzung der Oberflächenzone (siehe AS UdSSR Nr. 461721, Klasse A01B 15/04, Publ. 1975).
Allerdings weist die Schar bei diesem Verfahren eine relativ geringe Verschleißfestigkeit auf, da der nicht aufgeschmolzene Anteil der Schar viel schneller verschleißt als die geschweißten Bereiche, wodurch die zu schweißende Hartlegierung freigelegt und zerbröckelt wird, was verschlechtert die Bedingungen für das Selbstschärfen der Aktie.
Das dem vorgeschlagenen Verfahren im technischen Wesen am nächsten kommende und erzielte Ergebnis ist ein Verfahren zur Wiederherstellung von Pflugscharen durch Aufbringen von Hartlegierungen auf ihre Schneidkörper. Die Essenz ist wie folgt: Um die Standzeit von Pflugscharen und Grubberpfoten zu erhöhen, erfolgt das Auftragen von Hartmetallen auf deren Schneidkörper in zwei Schritten: Zuerst wird eine Stahlauskleidung auf eine abgenutzte Nase geschweißt, dann folgt durch seine Auftragung mit Hartmetall, in der zweiten Stufe, nach der Zwischenbearbeitung, wird der verschlissene gerade Teil der Klinge der Schneidkörper gezogen, gefolgt von seinem Auftragen (siehe AS UdSSR Nr. 241959, Klasse А01В 15/ 04, Hrsg. 1969).
Die Arbeitsflächen der nach diesem Verfahren restaurierten Pflugscharen weisen jedoch eine geringe Haftfestigkeit zwischen der Hartlegierung und dem Grundmetall auf, wodurch die restaurierten Pflüge im Betrieb kurzlebig sind.
Aufgabe der Erfindung ist es, die Reißkraft und damit die Haftfestigkeit der Sinterplatten mit dem Pflugschar zu erhöhen sowie den Verbrauch an Sinterplatten zu reduzieren und die Pflugleistung durch Erhöhung der Arbeitsgeschwindigkeit zu erhöhen der Pflugeinheit.
Die Aufgabe wird dadurch gelöst, dass bei dem bekannten Verfahren zum Wiederherstellen von Pflugscharen auf der Oberfläche des Pflugscharmessers eine Nut angebracht wird, die Nut mit Lot gefüllt wird, Cermet-Platten auf dem Lot angebracht werden, eine zusätzliche Schicht aus Lot und Flussmittel wird an der Verbindungsstelle der Platten mit der vertikalen Kante der Nut aufgetragen, die Platten werden erhitzt, bis das Lot schmilzt, und die Pflugschar mit den Platten im wärmeisolierenden Kollektor wird mit einer Geschwindigkeit von 4 ° C auf Raumtemperatur abgekühlt / min, während das Lot der Güteklasse L63 als Lot verwendet wird, wird das Flussmittel FK-250 als Flussmittel verwendet, und die Platten werden mit einer Wasserstoff-Sauerstoff-Flamme des Brenners bei einem Gasdruckgemisch von 0,5 MPa und dem Abstand von erhitzt der Düsenaustritt des Brenners zur Oberfläche der Platten - 50 mm.
Das Verfahren wird wie folgt durchgeführt.
Pflugscharen von Pflügen, die zur Restaurierung zugelassen sind, müssen die folgenden Anforderungen erfüllen: Sie müssen von Verunreinigungen gereinigt werden, um einen Zustand zu erreichen, der eine Inspektion und Erkennung von Mängeln ermöglicht; die Dicke der Basis des verschlissenen Schars im Bereich der Schraubenlöcher beträgt mindestens 8 mm; die Breite des abgenutzten Schars, bestimmt von der hinteren (nicht arbeitenden) Seite als Abstand vom Rücken bis zur Hinterkopffase - nicht weniger als 100 mm.
Auf der Oberfläche des Pflugscharschildes ist eine Nut mit einer Tiefe von 1,5 angebracht. 2,0 mm. Dieser Vorgang wird auf einer vertikalen Fräsmaschine durchgeführt.
Dann wird in regelmäßigen Abständen L63-Lot in eine zuvor vorbereitete Nut gelegt, wonach Metall-Keramik-Platten TN-20 oder T15K6 auf dem Lot installiert werden. Danach wird eine zusätzliche Schicht Lot und Flussmittel der Marke FK-250 auf die Verbindung jeder Platte mit der vertikalen Kante der Nut aufgetragen.
Als nächstes werden die Platten und die restaurierte Pflugschar unter Verwendung eines tragbaren Gasschweißgeräts MBV-500 mit einer Wasserstoff-Sauerstoff-Brennerflamme erhitzt. Verfahrensweisen: Der Abstand vom Brennerdüsenausgang zur zu sanierenden Oberfläche beträgt 50 mm, der Sauerstoffverbrauch beträgt 400 l/h, der Wasserstoffverbrauch beträgt 375 l/h bei einem Gasgemischdruck von 0,5 MPa. In diesem Fall wird der Brenner abwechselnd über jeder Platte gestoppt, um eine gleichmäßige Erwärmung zu gewährleisten. Das Erhitzen wird fortgesetzt, bis das Lot vollständig geschmolzen ist. Auf diese Weise wird jede Platte gelötet. Die Einwirkung einer Wasserstoff-Sauerstoff-Flamme hat keinen negativen Einfluss auf das verwendete Lot, Flussmittel, Cermet-Platten und Scharmetall.
Anschließend wird die zurückgewonnene Pflugschar mit den hartgelöteten Metallkeramikplatten in einen auf eine Temperatur von 620,630 °C erhitzten Wärmedämmkollektor gegeben und zusammen mit dieser auf Raumtemperatur abgekühlt, wobei die Abkühlgeschwindigkeit 4 °C/min beträgt.
Die Ergebnisse von Vergleichstests des vorgeschlagenen Verfahrens und des Prototyps sind in der Tabelle aufgeführt.
Bei Pflugkörpern sind folgende Funktionsstörungen und Verschleiß möglich: das Scharblatt wird stumpf, auf der Rückseite entsteht eine Fase, die Spitze ist abgerundet, das Schar verengt sich in der Breite. Es kommt häufig zu Bruch der Pflugschar und zum Mähen ihres Arbeitsteils durch Auftreffen auf Wurzeln und Steine beim Pflügen von Hochgeschwindigkeitspflügen, wenn der Halde der Halde abgenutzt ist, sich die Form des Feldschnitts ändert, seine Kante ist abgerundet, die Arbeitsfläche ist abgenutzt und die Zehe bricht ab, am Flügel verschleißt sie 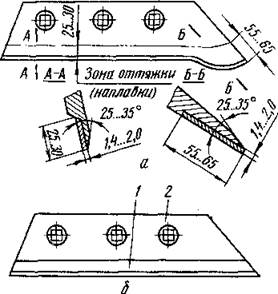
Arbeitsfläche. Feldbrett und Flecken verschleißen von der Furchenseite und von unten.
Die Klinge des Schars wird im stumpfen Zustand von der Arbeitsseite auf die Dicke geschärft
Pflugschar a-selbstreinigend; b-Verbund geschweißt; 1-Streifen; 2-Rücken
Die Form der abgenutzten Arbeitsfläche der Klinge wird mit einer Schablone überprüft. Eine Abweichung von der Schablone ist maximal 6 mm zulässig. Wenn der Zeh der Brust bricht, kann die Klinge wiederhergestellt werden. Dazu wird das abgebrochene Teil aus einer alten Deponie nach Schablone gefertigt, an der Verbindungsstelle angepasst und von hinten an die verschlissene Deponie elektrisch verschweißt. Vor dem Schweißen wird das Werkstück wärmebehandelt, um eine Härte von NKS 62 zu erreichen. 50. Um die Wärme beim Schweißen abzuführen, werden die Bereiche in der Nähe der Naht mit einer Tonlösung mit Asbest beschichtet, eine 5 mm dicke rote Kupferauskleidung wird unter die Naht gelegt und ein in Wasser getränkter Lappen wird unter die Auskleidung gelegt. Nach dem Schweißen wird die Naht gereinigt. Wenn die Feldkante der Klinge abgenutzt ist, wird sie durch sequentielles Überlagern abgelegt. Rollen mit T-590-Elektroden und im Winkel von 45 geschärft. 50° zur Arbeitsfläche.
Bei leichter Abnutzung werden Feldbretter mit Hartauftragung restauriert, gefolgt vom Schärfen, oder verwenden Sie die ungetragene Seite des Bretts, indem Sie es umdrehen. Dazu werden Löcher darin gebohrt und gehärtet.
Das Zerknittern der Messerklinge ist an höchstens drei Stellen mit einer Tiefe von bis zu 1,5 zulässig. 2,0 mm und Länge bis 15 mm. Das Verziehen der Scheibe darf nicht mehr als 3 mm betragen. Verzogene Scheiben laufen auf dem Herd kalt. Sie werden auf einer Klingenstärke von 0,5 mm auf einem OR-6112-Gerät zum Schärfen von Kreismessern und auf Zubehör für eine Drehmaschine mit Fräsern mit Platten aus Hartlegierungen T15K6 usw. geschärft. Plan- und Rundlauf der Scheibe ist nicht mehr als zulässig 3mm.
Der Verschleiß der Enden der Scheibennaben bis 8 mm wird durch Einstellscheiben so ausgeglichen, dass der Spalt zwischen den Stirnseiten benachbarter Scheiben mindestens 4 mm beträgt. Gussteile mit Rissen werden mit PANCH-I Fülldraht durch Elektroschweißen oder Heißgasschweißen mit Gusseisenstäben geschweißt.
Grenzwertanzeige verschlissener Schneidkörper von Bodenbearbeitungsmaschinen
Fragen können erst nach Anmeldung gestellt werden. Bitte einloggen oder registrieren.
Schauen Sie sich den Pflug an, was darin ersetzt werden muss, damit er pflügt und keine Furchen schneidet. Ich werde versuchen, ein Foto zu posten, es scheint mir, dass die erste Mulde rechts mäht, ich bin für Ihre Hilfe sehr dankbar.
Nun ja, das erste Gebäude ist schief. Hinterlässt auch der zweite Körper eine Furche?
Erstens müssen Sie alle Körper in einer Ebene einstellen und zweitens den Pflug anpassen. Ihr Dump funktioniert nicht vollständig, daher die Grate.
Meiner Meinung nach kann das zwei Gründe haben:
1 Der Pflug ist in der Furche blockiert
2 niedrige Geschwindigkeit
In anderen Fällen wären die Grate unterschiedlich, aber Sie haben alle die gleichen Grate
Das Streichblech der ersten Karosserie unterscheidet sich von der zweiten und dritten, und wie ist die Spur der Hinterräder des Traktors?
Passen Sie den Pflug an.
fährst du mit einem traktor durch eine furche oder über ein feld? der erste körper wirft nicht viel auf die vorige spur. die halden sind normalerweise geschliffen, was bedeutet, dass die naht umgelegt wird. die spur von der pukary ist eben und sauber geht es genau danach zu urteilen, dass alle deponien die gleiche mahlhöhe haben naja, fast eine pflugschar und brust 
kippt, aber das ist nicht tödlich (das Solarium frisst etwas mehr und pflügt etwas weniger). Reduzieren Sie die Breite des Griffs ein wenig, näher am Pflügen der Räder (Klumpen) und alles wird großartig. Die Geschwindigkeit ist nicht benötigt Ihr Pflug hat klassische Mulden (keine Hochgeschwindigkeit).
Machen Sie eine Egge nach einem Pflug und Sie werden glücklich sein.
- Etwas klopft im Motor.
- dreh das Radio auf und du wirst glücklich sein
Wirtschaftspolitik ist vor allem die Kunst der Umsetzung, nicht die des Planens. (A. V. Chayanov)
Wir schaffen Bedingungen für Entwicklung:. Unterstützung der landwirtschaftlichen Erzeuger, um sie nicht zu behindern. P. N. Cherkasov, Region Natalinskoe Moskau.
Es ist eine Tatsache, dass der Pflug reguliert werden muss, aber zusätzlich muss die Art und Weise, wie der Pflug am Traktor montiert wird, reguliert werden. dann wird das Ackerland schön sein.
Wirtschaftspolitik ist vor allem die Kunst der Umsetzung, nicht die des Planens. (A. V. Chayanov)
Wir schaffen Bedingungen für Entwicklung:. Unterstützung der landwirtschaftlichen Erzeuger, um sie nicht zu behindern. P. N. Cherkasov, Region Natalinskoe Moskau.
So stellen Sie den Pflug nicht ein, aber die Rillen und Klumpen bleiben erhalten. Vor allem auf hartem Untergrund. Mit der Egge wird es perfekt gleichmäßig.
Und was, also genau, was kann man säen, ohne mit einem Grubber zu egalisieren?
fährst du mit einem traktor durch eine furche oder über ein feld? der erste körper wirft nicht viel auf die vorige spur. die halden sind normalerweise geschliffen, was bedeutet, dass die naht umgelegt wird. die spur von der pukary ist eben und sauber geht es genau danach zu urteilen, dass alle deponien die gleiche mahlhöhe haben naja, fast eine pflugschar und brust
Der Pflug pflügt normal, die Spur ab einem Durchgang ist eben 
Aber die Tatsache, dass der erste Korpus dem vorherigen nicht viel hinzufügt, dann ist dies ein Problem und kann auf zwei Arten geheilt werden: 1) Ziehen Sie den Pflug mit Kettenbindern näher an die rechte Seite (der Pflug ist vielleicht weit von der Furche entfernt
auch Feldbretter können Gehirne kompostieren)
2) Verdauen Sie einfach den Pflugbefestigungspunkt (automatisches Kupplungsdreieck).
Konkret entscheiden Sie selbst.
Beeilen Sie sich nicht, Gutes zu tun. Gutes sollte langsam geschehen, damit es wahrgenommen und geschätzt wird.
Ein Pferdepflug, ein Traktorpflug oder für einen handgeführten Traktor ist in einem Hinterhofbetrieb unverzichtbar. Der Pflug pflügt den Boden, dreht die oberste Bodenschicht, was die Unkrautmenge reduziert, den Boden weicher und geschmeidiger macht. Sie können einen Pflug nicht nur kaufen, sondern auch selbst herstellen. Dazu müssen Sie neben Werkzeugen und Materialien eine Vorstellung von der Struktur des Pflugs und seiner Geometrie haben.
Es ist nur möglich, einen Pflug richtig zu machen, wenn man den Pflugprozess sowie den Zweck jedes Teils des Pfluges versteht.
Beim Pflügen schneidet der Pflugkeil je nach Weichheit und Feuchtigkeit des Bodens in einem bestimmten Winkel in den Boden ein. Der Keil trennt das Reservoir, hebt und komprimiert es und teilt das Reservoir gleichzeitig in mehrere Teile. Der Eintrittswinkel hängt davon ab, wie viele Teile die Erdschicht gespalten wird: Je größer der Winkel, desto größer die Spaltung. Wenn der Eintrittswinkel jedoch mehr als fünfundvierzig Grad beträgt, rutscht der Boden nicht mehr auf der Arbeitsfläche des Pfluggeräts und beginnt sich davor anzusammeln, was die weitere Arbeit erschwert.Der Vertikalpflug, also mit spitzem Vorlaufwinkel, trennt den Boden vom Furchenrand und verdichtet ihn horizontal. Ein Pflug mit horizontalem Lenkeinschlag funktioniert anders: Er lenkt und wendet die Bodenschicht.
Ein typischer Arbeitspflug besteht aus:
- Eine Pflugschar, die den Boden schneidet
- Entsorgen,
- Messer,
- Feldtafel,
- Regale,
- Abschäumer.
Zusätzlich kann der Pflug ausgestattet werden mit:
- Stärkerer Metallrahmen
- Räder
- Ein Mechanismus, der die Arbeit des Pfluges relativ zum Traktor korrigiert,
- Hydromechanismen,
- Pneumatisches Hydrauliksystem.
Die Mulde kann verschiedene Arten von Arbeitsflächen haben:
- Schraube,
- Zylindrisch,
- Zylinderförmig.
Der zylindrische mahlt den Boden perfekt, aber die Formation bildet sich schlecht. Dies ist nicht immer bequem. Die zylindrische Arbeitsfläche wird normalerweise für Arbeiten in weichen Böden verwendet. Am bequemsten und praktischsten zu arbeiten ist eine zylindrische Oberfläche, die gut bröckelt und den Boden umdreht und sowohl mit trockenem als auch mit nassem Boden fertig wird.
Um mit Ihren eigenen Händen einen Pflug zu Hause zu machen, müssen Sie Folgendes haben:
- Rollen,
- Schleifer,
- Gasschneider,
- Befestigungselemente,
- Messgerät,
- Hammer,
- Schweißvorrichtung,
- Schere zum Schneiden von Metall.
Es wird empfohlen, vor Arbeitsbeginn eine Zeichnung oder ein Diagramm zu erstellen oder eine vorgefertigte Version im Internet zu finden. Auf diese Weise können Sie den Arbeitsfortschritt, die Position aller Teile und Befestigungselemente visuell darstellen.
Am einfachsten herzustellen. Eine einseitige Vorrichtung kann einstückig, in Form eines einzigen Körpers und zusammenlegbar hergestellt werden. Die zusammenklappbare Version ist praktisch, da Sie die Pflugschar zum Schärfen entfernen können. Die Pflugschar kann durch eine Scheibe aus einer runden Platte ersetzt werden. Der Dump erfolgt normalerweise auf zwei Arten. Der erste von ihnen erfordert die Verwendung eines Rohrschnitts mit einer Dicke von etwa fünf Millimetern und einem Durchmesser von fünfzig Zentimetern.
Aus dem Schnitt wird ein Werkstück herausgeschnitten und mit Hilfe eines Winkelschleifers auf die gewünschte Größe gebracht. Die zweite Methode zur Herstellung einer Deponie besteht darin, ein Stahlblech mit einer Dicke von vier Millimetern oder einen Zylinder mit der gleichen Wandstärke, jedoch mit einem Abschnitt von etwa 50 cm, zu verwenden.Mit einer Schweißmaschine oder einer Metallschere wird eine Form ausgeschnitten und zylinderförmig gebogen. Bei Abweichungen von den geforderten Maßen können Sie zur Nacharbeit einen Hammer verwenden.
Alle Zeichnungen enthalten sechs Bestandteile:
- Metallscheibe oder Pflugschar,
- Die Grundlage,
- Distanzplatte,
- Seitenklappe,
- Rohrschnitt für die Klappe,
- Feldarbeitstafel.
Die Pflugschar wird normalerweise mit einem Blech und mehreren Keilen montiert, die in einem Winkel von fünfundzwanzig Grad abgeschrägt sind. Wird durch Zweipunktschweißen befestigt und verbindet zusätzlich das Rack und das Seitenschild. Es empfiehlt sich, den Schild einen Zentimeter höher als die Unterkante der Schare anzubringen, während die Schildränder die Klingenkante um fünf bis sechs Millimeter überlappen sollten.
Die Pflugschar mit der Schar wird durch Schweißen so befestigt, dass sie ein Ganzes sind, ohne Lücken und Unregelmäßigkeiten. Der zwischen ihnen gebildete Winkel sollte sieben Grad nicht überschreiten. Am Seitenständer sind eine geschweißte Schar und eine Klinge befestigt, und der Ständer selbst wird zuerst an den Sockel und dann an die Distanzplatte geschweißt. Abschließend werden die Ecken der Schar mit dem Sockel verschweißt. Alle Schweißspuren und Nähte werden gereinigt und die Klinge mit einem Schar geschliffen.
Dieser Typ ist effizienter zum Pflügen großer Landstriche. Für die Produktion wird ein stabiler Stahlrahmen aus Rund- oder Rechteckprofil von mindestens zwei Millimeter Dicke benötigt. Die Größe des Rahmens richtet sich nach der Anzahl der benötigten Werkstücke und dem Bedienelement. Im Arbeitskörper muss die Schare von unten platziert werden, da ihre Aufgabe darin besteht, eine Erdschicht auf die Deponie zu bewegen. Die Mulde dreht den Boden um, schneidet und verschiebt sich und bildet eine Furche.
Der Ständer ist notwendig, um Arbeitsgeräte am Rahmen zu befestigen und das Messer zu halten. Darin sind mehrere einstellbare Löcher angebracht, mit denen Sie die Pflugtiefe ändern können.Normalerweise wird das Gestell aus einer mindestens einen Zentimeter dicken Metallplatte geschweißt und mit Schrauben am Rahmen befestigt.
Der Rahmen mit allen Arbeitswerkzeugen wird mit einer selbstgebauten Deichsel oder Anhängevorrichtung am Minitraktor oder Einachsschlepper befestigt. Die Deichsel muss unbedingt einen Griff haben und eine gerade oder V-Form haben. Die zweite Form ist effizienter, da sie den Pflug viel stabiler macht. Für mehr Stabilität und Geradheit der Bewegung können Sie auch Feldräder installieren. Sie werden mit einer verstellbaren Halterung am Rahmen befestigt.
Um einen Pflug mit eigenen Händen zusammenzubauen, müssen Sie eine sehr wichtige Regel einhalten: Alle Teile des Geräts werden zuerst durch Punktschweißen geschweißt und erst dann, wenn alle Teile an ihrem Platz und richtig befestigt sind - die letzte. Die Verarbeitungsqualität ist leicht zu überprüfen - dazu muss die Schar mit dem Schar entfernt und der Pflug selbst auf den Tisch gestellt werden. Drücken Sie den Pflug fest an und überprüfen Sie die Übereinstimmung der Tischoberfläche mit der horizontalen Oberfläche des Läufers. Wenn es keine Abweichungen gibt, ist alles richtig gemacht.
Sie können einen guten Build auch anhand der folgenden Kriterien bestimmen:
- Die scharfe Scharkante befindet sich zwei Zentimeter unterhalb des Kufens,
- Die Schar mit der Klinge ragt nicht mehr als einen Zentimeter über die senkrechte Kante des Kufens hinaus,
- Es gibt keinen Spalt zwischen der Kufe und der Klinge.
Neben der Pflugfläche ist ein selbstgebautes Gerät an einem handgeführten Traktor montiert. Sie beginnen mit der Montage von Stahlrädern – sie verhindern, dass der Einachsschlepper im Boden verrutscht. Der nächste Schritt besteht darin, den Pflug anzubringen, aber nicht alle Befestigungsmuttern vollständig festzuziehen. Mit ihrer Hilfe wird das Gerät justiert, was auf einem speziellen Ständer beginnt. Die Höhe des Ständers sollte der Pflugtiefe entsprechen. Nach der Montage und Überprüfung der Befestigung aller Einheiten wird der Pflug auf den Boden gestellt.
Die Leistungsprüfung wird am Dreifurchenpflügen durchgeführt.
Dies ist ausreichend, um die Tiefe zu messen und umgestürzte Formationen zu überprüfen. Wenn die Furchen übereinander laufen oder der Abstand mehr als zehn Zentimeter beträgt, müssen alle Komponenten neu justiert werden.
















