DIY Reparatur von Zylinderkopf vaz 2112 16 Ventile
Im Detail: Selbstreparatur des Zylinderkopfs eines VAZ 2112 16 Ventile von einem echten Meister für die Website my.housecope.com.
4.22. Details des Zylinderkopfes: 1 - der Kopf des Blocks; 2 - Einlassnockenwelle; 3 - Stopfbuchse; 4 - die Auslassnockenwelle; 5 - Nockenwellenlagergehäuse; 6, 8 - Dichtringe; 7 - Führungsrohr; 9 - Blockkopfabdeckung; 10 - Halterung zur Befestigung des Kabelbaums; 11 - Stecker; A - der markante Riemen der Einlassnockenwelle
Kopf 1 (Abb. 4.22) des Zylinderblocks ist für vier Zylinder üblich, aus einer Aluminiumlegierung gegossen, mit hüftförmigen Brennräumen. Die Einlass- und Auslasskanäle sind an verschiedenen Seiten des Blockkopfes herausgeführt. Die Ventile sind V-förmig in zwei Reihen angeordnet: Einerseits der Einlass, andererseits der Auslass.
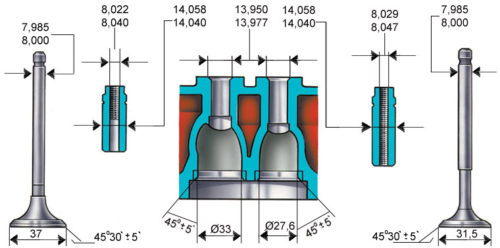
In den Kopf sind gesinterte Ventilsitze und Messing-Ventilführungen eingepresst. Der Innendurchmesser der Führungsbuchsen beträgt (7 ± 0,015) mm, der Außendurchmesser (bei als Ersatzteil gelieferten Buchsen) beträgt 12.079-12.090 mm und 12.279-12.290 mm (Buchse um 0.2 mm vergrößert).
Die Ventile ähneln im Design denen der Motormod. 2110, haben aber kleinere Durchmesser von Platten und Stäben. Das Einlassventil hat einen Tellerdurchmesser von 29 mm und das Auslassventil einen Durchmesser von 25,5 mm. Der Durchmesser des Einlassventilschafts beträgt (6.975 ± 0,007) mm, der Durchmesser des Auslassventils beträgt (6.965 ± 0,007) mm.
Für jedes Ventil ist eine Feder eingebaut. Die Länge der Feder im freien Zustand beträgt 38,19 mm, bei einer Belastung von (240 ± 9,6) N [(24,5 ± 0,98) kgf] sollte es 32 mm betragen und bei einer Belastung von (550 ± 27,5) N [(56,1 ± 2,8) kgf] - 24 mm.
Die Ventile werden von Nockenwellennocken durch zylindrische hydraulische Drücker angetrieben, die sich in den Führungslöchern des Zylinderkopfs entlang der Achse der Ventillöcher befinden. Hydraulische Drücker beseitigen automatisch das Ventilspiel, sodass das Ventilspiel bei der Wartung des Fahrzeugs nicht überprüft und eingestellt werden muss.
Video (zum Abspielen anklicken).
4.23. Aggregataufhängung mit Motor mod. 2112: 1 - Halterung am rechten Längsträger der Karosserie; 2 - unterer Kissenbegrenzer; 3 - Polster der rechten Stütze; 4 - der obere Begrenzer des Kissens; 5 - Befestigungsmutter des Kissens; 6 - Distanzscheibe; 7 - Befestigungsmutter unterstützen; 8 - rechte Stützhalterung; 9 - hintere Stützstange; 10 - hintere Stützhalterung; 11 - Polster der linken Stütze; 12 - Mutter mit Unterlegscheibe; 13 - linke Stützhalterung; 14 - vordere Stützhalterung; 15 - Leiste der vorderen Stütze
Öl für den Betrieb der hydraulischen Drücker wird vom Schmiersystem über einen vertikalen Kanal im Zylinderblock zum Kanal im Zylinderkopf in der Nähe der 5. Befestigungsschraube (siehe Abb. 4.23) und dann durch die oberen Kanäle am unteren . zugeführt Ebene des Lagergehäuses. Durch die gleichen Kanäle wird Öl zugeführt, um die Nockenwellenzapfen zu schmieren. Im vertikalen Kanal des Zylinderkopfes befindet sich ein Rückschlagkugelhahn, der verhindert, dass das Öl nach dem Abstellen des Motors aus den oberen Kanälen abläuft.
Zwei Nockenwellen werden zum Antrieb der Ventile verwendet: Einlass und Auslass. Die Wellen sind aus Gusseisen gegossen und mit fünf Lagerzapfen ausgestattet, die in Aufnahmen im Zylinderkopf und in einem gemeinsamen Nockenwellenlagergehäuse rotieren. Zur Erhöhung der Verschleißfestigkeit sind die Laufflächen der Nocken und der Zapfen für den Wellendichtring gebleicht. Zur Unterscheidung der Einlassnockenwelle von der Auslassnockenwelle ist an der Einlasswelle in der Nähe des ersten Trägers ein markantes Band A vorgesehen.
Die Wellen werden durch Druckringe auf beiden Seiten des vorderen Trägers gegen axiale Bewegungen gehalten. Die vorderen Enden der Nockenwellen sind mit selbstspannenden Gummidichtungen abgedichtet.Die entlang der Achse der Wellen liegenden hinteren Bohrungen im Zylinderkopf und Lagergehäuse sind mit gummierten Verschlussstopfen verschlossen.
Die Überprüfung des technischen Zustands und die Reparatur des Zylinderkopfes erfolgen ähnlich wie beim Motormod. 2110.
Sie benötigen: eine Vorrichtung zum Zusammendrücken von Ventilfedern, eine Vorrichtung zum Auspressen und einen Dorn zum Einpressen von Ventilschaftabdichtungen, einen 10er Steckschlüssel, einen 10er Innensechskant, einen Schraubendreher, eine Pinzette.
1. Bauen Sie den Zylinderkopf vom Motor ab (siehe „Zylinderkopf am Fahrzeug demontieren“).
2. Schrauben Sie den Sensor der Kühlmitteltemperaturanzeige vom hinteren Ende des Blockkopfes ab.
3. Schrauben Sie den Öldruckabfall-Warnlampensensor vom Nockenwellenlagergehäuse ab.
4. Entfernen Sie die beiden Befestigungsschrauben und entfernen Sie die Kraftstoffleitungshalterung.
5. Entfernen Sie die Zündkerzenführungsrohre aus den Zylinderkopf- und Nockenwellenlagergehäusebohrungen.
6. Die sechzehn Schrauben des Nockenwellenlagergehäuses entfernen.
8. Entfernen Sie die Stopfen vom hinteren Ende des Blockkopfes.
9. Entfernen Sie die Nockenwellen von den Zylinderkopfträgern und entfernen Sie die Wellendichtringe von ihren vorderen Enden.
10. Entfernen Sie die Hydraulikventilstößel aus den Löchern im Zylinderkopf.
11. Entfernen Sie die Cracker von den Federtellern, indem Sie die Ventilfedern mit einem Werkzeug zusammendrücken.
12. Entfernen Sie die Federn mit Taschen.
13. Drehen Sie den Zylinderkopf um und entfernen Sie die Ventile von seiner Unterseite.
14. Entfernen Sie die Ventilschaftdichtungen aus den Führungsbuchsen.
fünfzehn. . und Federringe.
16. Vor dem Zusammenbau Zylinderkopf und Lagergehäuse von alten Dichtmittelresten, Schmutz und Öl reinigen.
17. Installieren Sie die Federstützscheiben.
18. Ventile, Hydraulikstößelbohrungen, Ventilführungsbohrungen und neue Ventilschaftabdichtungen mit Motoröl schmieren (alte Dichtungen können nicht verwendet werden).
19. Drücken Sie die Kappen mit einem Dorn auf die Führungsbuchsen.
20. Ventile in die Führungsbuchsen einsetzen, Federn und Federteller einbauen.
21. Drücken Sie die Federn mit dem Gerät zusammen und installieren Sie die Ventilkeile.
22. Stecken Sie die Hydraulikventil-Drücker in die Löcher des Zylinderkopfs.
23. Lagerzapfen und Nockenwellennocken mit Motoröl schmieren und in die Zylinderkopfträger einlegen.
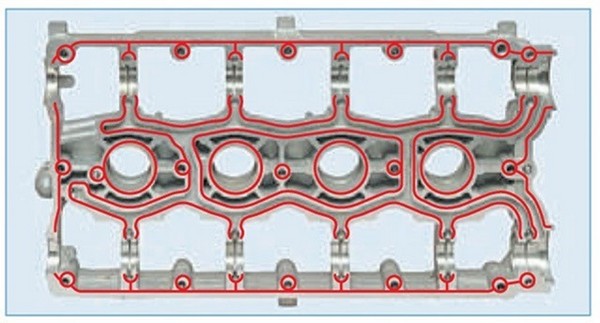
24. Auf die Oberfläche des Zylinderkopfes, die mit dem Nockenwellenlagergehäuse zusammenpasst, Loctite-574 in Form eines Bündels von 2 mm Durchmesser auftragen, wie auf dem Foto gezeigt.
25. Bauen Sie das Lagergehäuse ein und ziehen Sie die Befestigungsschrauben gleichmäßig über Kreuz an, beginnend von den Mittelstützen.
26. Neue Nockenwellendichtringe mit einem Dorn einpressen (als Dorn kann ein Kopf aus einem Werkzeugsatz oder ein Rohrstück mit passendem Durchmesser verwendet werden), nachdem er zuvor mit Motoröl geschmiert wurde.
27. Die Stopfen auf der anderen Seite des Zylinderkopfes eindrücken.
28. O-Ringe auf die Zündkerzenführungsrohre legen und mit Motoröl schmieren.
29. Die Führungsrohre in die Löcher im Zylinderkopf und in den Nockenwellenlagergehäusen einbauen.
30. Den Sensor der Kühlmitteltemperaturanzeige in den Zylinderkopf einschrauben.
31. Schrauben Sie den Öldruckverlust-Warnlampensensor in das Nockenwellenlagergehäuse.
32. Die Halterung der Kraftstoffleitungen am Zylinderkopf anbringen.
Referenzhandbuch für die Wartung von Autos VAZ, LADA 110.
Zündeinstellung 2110. Kompression des Motors VAZ 2112, Wegfahrsperre für VAZ 2111. Ventildeckel VAZ 2112, Zylinderblockdichtung VAZ Video. Die Kosten für einen Generator für einen Vaz. Ersatz der Sicherungen VAZ 2112, das Design des Ölbehälters VAZ 2112. Empfohlenes Werksöl in der Box VAZ 2112. Ersatz der Wasserpumpe (Pumpe) VAZ 2112. Ersatz der Ventilschaftdichtungen VAZ 2110.
Autos der VAZ-2112-Familie wurden mit einem von zwei 16-Ventil-Motoren - 21124 und 21120 - hergestellt. Das Arbeitsvolumen dieser Motoren ist unterschiedlich, und es wird nur ein Teil namens "Zylinderkopf" verwendet - es wird mit den Nummern 2112 bezeichnet -1003011. Es wird gemunkelt, dass der Zylinderkopf vom 21120er Motor nicht auf den 24. Motor passt, aber ein umgekehrter Austausch ist möglich. Es gibt jedoch nur eine Artikelnummer im Teilekatalog, und es passen zwei Motoren gleichzeitig. Darüber hinaus wird überlegt, welche Maßnahmen zur Reparatur des VAZ-2112-Zylinderkopfs von uns selbst durchgeführt werden können. Wir werden nur über 16-Ventil-Ventile sprechen.
Ein Beispiel für die Demontage ist im Video gezeigt. Wir schauen.
Um an den Zylinderkopf zu gelangen, müssen Sie zunächst die Zylinderkopfhaube entfernen. Bei verschiedenen 16-Ventil-Ventilen ist dieser Vorgang anders und auch die Artikelnummern für den Deckel sehen anders aus: 2112-1003260 (-10) und 21124-1003260.
Abdeckung vom Verbrennungsmotor VAZ-21124 (1,6 l)
Auch der Zahnriemen muss ausgebaut werden - es gibt keine Unterschiede zwischen den verschiedenen Motoren.
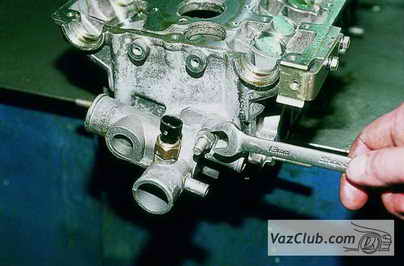
Überlegen Sie, wie Sie den Auspuffkrümmer vom Zylinderkopf lösen können. Am Motor 21120:
Das Auspuffrohr des Schalldämpfers entfernen: zwei Muttern 1 (Pos. "13") abschrauben, die Klemmleiste entfernen, sechs Muttern 2 (Pos. "14") abschrauben und demontieren, dabei nicht vergessen, die Lambdasonde auszuschalten. Das Foto zeigt drei von sechs Nüssen.
Alles Wichtige ist unter dem Bildschirm
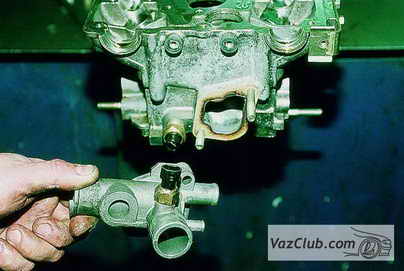
Jetzt werden wir über den 21124-Motor sprechen:
Wir schalten beide Sauerstoffsensoren aus. Wir lösen die drei Muttern, mit denen das Schutzgitter befestigt ist (Schlüssel "10") und demontieren die Halterung, indem wir die vier Muttern mit dem Schlüssel "13" lösen.
So demontieren Sie die Montagehalterung
Betrieb mit zusätzlichem Schalldämpfer
Hier haben wir berücksichtigt, dass der VUT-Schlauch vom Ansaugmodul getrennt wurde. Zum Schluss werden an einem der Motoren die Kerzen abgeschraubt (Rohrzange "16").
Die Anziehdrehmomente für die Befestigungsschrauben sind in einem anderen Text angegeben. Im Allgemeinen beginnen die Zylinderkopfreparaturen bei VAZ-2112-Schrägheckmodellen mit dem Ersetzen der "länglichen" Schrauben durch neue. Die Länge darf 95 mm oder weniger betragen.
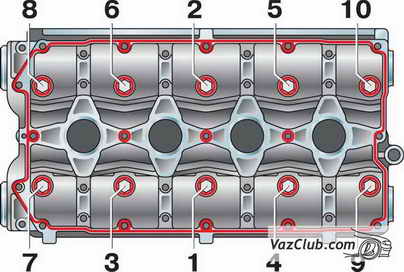
Vorgehensweise zum Lösen (links) und Anziehen der Befestigungsschrauben
Mit einem breiten Stahllineal prüfen sie:
Entlang jeder der Diagonalen wird gemessen. Verwenden Sie einen Satz Sonden.
Um ein Ventil zu entfernen, müssen Sie die Nockenwelle entfernen. Alle Schrauben am Lagergehäuse müssen gleichmäßig gelöst und mit einer Kraft von 10 N * m angezogen werden. Der hydraulische Kompensator kann mit einem Magneten entfernt werden, und dann wird das Ventil durch Zusammendrücken der Feder mit einem Abzieher getrocknet (siehe Foto).
In den Ventildurchgängen können Kohlenstoffablagerungen vorhanden sein. Es wird gereinigt:
Flacher Schraubendreher;
Schleiffilz.
Das Läppen wird wie folgt durchgeführt: Auf das Ventil wird ein Gummischlauch aufgesetzt, eine Paste mit Diamantspäne aufgetragen (ein Tropfen), dann wird das Ventil in den Kanal gedrückt und gescrollt. Es ist möglich, die Ventilschaftdichtungen (2112-1007026) zu wechseln. Auf einen speziellen Abzieher geht nicht.
Bei jedem Auto, einschließlich des VAZ-2112, beschränkt sich die Zylinderkopfreparatur auf das Reinigen und Überprüfen sowie das Korrigieren von Geometriefehlern. Im letzteren Fall sprechen wir vom Fräsen. Das Vorhandensein von Rissen und Spänen ist ein Grund für den Austausch, nicht für die Reparatur.
Das ausgebrannte Ventil ist sofort zu sehen.
Ein Ventil in Zylinder 2 ist durchgebrannt
In jedem Ventilkanal wurden Kohlenstoffablagerungen gefunden.
Kohleablagerungen in den Zylinderkopfkanälen
Reparatur: Reinigung aller Kanäle, Austausch des Ventils durch Läppen. Die direkte Durchführung der Reparatur des VAZ 2112-Zylinderkopfs erfordert mehrere Vorgänge, bei denen spezielle Ausrüstung erforderlich ist. Zu Hause gibt es diese Möglichkeit natürlich nicht, und Autofahrer tauschen einfach abgenutzte Teile aus. Als nächstes werden wir den Reparaturprozess des Blockkopfes sowie einige der mit dieser Arbeit verbundenen Nuancen betrachten.
Bevor Sie direkt mit der Reparatur des Zylinderkopfes fortfahren, ist zu beachten, dass der Kopf vollständig zerlegt und alle erforderlichen Ersatzteile gekauft werden müssen. Betrachten Sie den Prozess einer kompletten Überholung des Zylinderkopfes.
Der Prozess des Waschens von Autoersatzteilen mit heißem Kerosin
Zum Waschen des Kopfes muss dieser komplett zerlegt werden, d. h. alle leicht entnehmbaren Teile werden demontiert.Für eine vollständige Wäsche werden 12 Liter heißes Kerosin benötigt. In der Autowerkstatt geschieht dies mit einem Spray, das Flüssigkeit unter Druck abgibt. So werden Schmutz und Reste von Metallspänen abgewaschen. Gewaschen wird, bis der Zylinderkopf vollständig sauber ist.
Zylinderkopf-Crimpprozess
Crimpen ist ein Verfahren, bei dem die Integrität eines Teils überprüft wird. Das Crimpen kann auf zwei Arten erfolgen, die im Prinzip ähnlich sind. Die erste besteht darin, alle Risse zu schließen und das Teil mit Wasser zu füllen. Irgendwo kommt Wasser durch oder fließt, dann ist die Integrität gebrochen und Reparaturen sind erforderlich. Die zweite Methode besteht darin, alle Risse zu schließen und der Kopf in eine wässrige Lösung einzutauchen. Es ist sofort ersichtlich, wo die Druckentlastung des Teils stattfindet. Wenn die Integrität des Kopfes beschädigt ist, muss er wiederhergestellt werden.
Vor der weiteren Überholung müssen die Ventilsitze entfernt werden. Im besten Fall werden sie leicht aus dem Sitz geworfen, und wenn nicht, müssen Sie russischen Einfallsreichtum einsetzen.
Das Ventil ist mit dem Sitz verschweißt und aus dem Sitz geschlagen
Was also, wenn die Ventilsitze nicht ausgeschlagen sind? Die Lösung ist einfach. An sie muss ein Rohr angeschweißt werden, damit das Arbeitsende durch den Kanal der Führungshülse geht und ausschlägt, bis sich der Sattel von der Sitzhalterung löst. Natürlich können sich Risse am Sitzring des Sattels bilden oder ein Stück abbrechen. Nach Abschluss des Verfahrens ist es notwendig, die Stelle zu inspizieren und gegebenenfalls mit Argonschweißen zu schweißen.
Oftmals ist die Reparatur des Zylinderkopfes nicht abgeschlossen, ohne das Flugzeug zu überprüfen. Dies kann durch Kontaktaufnahme mit einem Autoservice mit Prüfstand oder durch Nachfragen eines Nachbarn in der Garage nach einem speziellen Lineal zum Messen der Zylinderkopfebene erfolgen.
Messung der Zylinderkopfebene zur Verformung mit einem Metalllineal und einer Sonde
Wichtig! Es empfiehlt sich, solche Blockköpfe mit entsprechender Ausrüstung einem Autoservice zu übergeben, da nur dort der Hobel vermessen und auf die gewünschte Größe geschliffen werden kann.
Wenn also der Blockkopf verformt ist oder der Hobel eine Durchbiegung hat, muss er geschliffen werden. Dieser Vorgang wird auf einer speziellen Flachschleifmaschine durchgeführt. Normalerweise wird dem Automechaniker empfohlen, nicht mehr als 10 mm Dicke zu entfernen. Betrachten Sie die möglichen Optionen zum Schleifen des Zylinderkopfes nach Maß:
Reparatur 1 - 1-2,5 mm;
Reparatur 2 - 2,5-5 mm;
Reparatur 3 - 5-7,5 mm;
Reparatur 4 - 10 mm - der maximal zulässige Wert für das Schleifen von GBU VAZ 2112.
Zylinderkopf-Flachschleifprozess
Notiz! Wenn Sie die Dicke des Hobels um mehr als 10 mm entfernen, kann dies zu einer Fehlfunktion des Zeitsteuerungsmechanismus, Leistungsverlust und einem erhöhten Kraftstoffverbrauch führen.
Argonschweißen sind Schweißarbeiten, die an Aluminium ausgeführt werden. Dazu wird ein spezielles Gas verwendet - Argon. Um Risse und Schweißfehler in den Sitzen der Ventilsitze zu beseitigen, ist es daher erforderlich, diese zu schweißen und dann an speziellen Geräten Fräsarbeiten durchzuführen.
Der Prozess der Reparatur von Rissen im Zylinderkopf durch Argonschweißen
Nach Durchführung der Schweiß- und Fräsarbeiten ist es erforderlich, die Oberfläche zur Verfügung zu stellen. Dazu wird der Zylinderkopf auf ein spezielles Stativ gestellt, wo die Oberfläche mit einer speziellen Paste von ABRO oder seinen Analoga poliert wird. Dies ist notwendig, damit die Oberfläche keine Rauhigkeit aufweist. Wenn dieser Vorgang abgeschlossen ist, ist es erforderlich, das Teil erneut von Metallspänen und Resten des Arbeitsmaterials zu reinigen.
Montieren Sie den Zylinderkopf am besten an einem speziellen Ständer.
Wenn der Blockkopf verarbeitet und gewaschen ist, können Sie direkt mit der Montage fortfahren. Zuvor müssen Sie jedoch vorbereitende Arbeiten durchführen. Betrachten wir alle Phasen der Montage nacheinander:
Das Zylinderkopfgehäuse wird in einen speziellen Wärmeofen eingebaut.
In der Zwischenzeit wird der Ventilsitz zum Sitz vermessen, die Führungsbuchsen werden ausgeklappt.
Wenn der Zylinderkopf heiß ist, wird er aus dem Ofen genommen. Bei heiß werden die Ventilsitze eingebaut.
Auf einem speziellen Ständer wird die Ventilfase bearbeitet
Verfahrensschritte Ventilsitzschrumpfung
Ventilläppprozess
So wird eine Generalüberholung des Zylinderkopfs eines 16-Ventil-Motors VAZ 2112 durchgeführt. Dieser Vorgang dauert 1-2 Tage bei einem Autoservice, aber ein Autofahrer kann viel mehr Zeit in seiner Garage verbringen, da der Mangel eines Werkzeugs beeinflusst. Es wird daher empfohlen, den Zylinderkopf beim Autoservice zu reparieren, wo alles viel schneller und besser erledigt wird. Dies wird natürlich in die Tasche greifen, da eine hohe Qualität und Überholung dieses Teils im Durchschnitt etwa 7.000-10.000 Rubel kostet. zusammen mit Ersatzteilen.